


联系我们

您也许对信阳本地以下产品新闻也感兴趣
当前位置:
武汉 华宇诚数控科技有限公司 >信阳当地行业新闻News
数控等离子切割机,【1500w激光切割机】规格齐全实力厂家
更新时间:2025-02-06 00:06:55 浏览次数:13 公司名称:武汉 华宇诚数控科技有限公司
以下是:数控等离子切割机,【1500w激光切割机】规格齐全实力厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 最小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
以下是:数控等离子切割机,【1500w激光切割机】规格齐全实力厂家的图文视频




数控等离子切割机,【1500w激光切割机】规格齐全实力厂家,华宇诚数控科技有限公司专业从事数控等离子切割机,【1500w激光切割机】规格齐全实力厂家,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:武汉江夏区庙山工业园特1号发货到河南省 信阳市 浉河区、平桥区、罗山县、光山县、新县、商城县、固始县、潢川县、淮滨县、息县,以下是数控等离子切割机,【1500w激光切割机】规格齐全实力厂家的详细页面。 河南省,信阳市 宋太平兴国元年(976年),因避宋太宗赵光义之讳,改义阳军为信阳军,称信阳军,领信阳、罗山2县,这是信阳作为地名在历史上的首次出现;1998年6月,设立地级信阳市。信阳历史文化特征兼具楚文化和中原文化,是中国南北地理、气候过渡带和豫楚文化融合区,是中华姓氏归宗朝祖和海内外客家人寻根探源之地。地处大别山革命老区核心区域,被誉为“红军的摇篮、将军的故乡”,又被誉为山水茶都、“中国毛尖之都”。是孙叔敖、春申君、司马光、郑成功等历史名人的故乡,孔子周游列国的终点。市境内有鸡公山、南湾湖、出山店水库、灵山寺、西九华山等风景名胜。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让数控等离子切割机,【1500w激光切割机】规格齐全实力厂家自己向您展示它的卓越品质和出色性能。
以下是:数控等离子切割机,【1500w激光切割机】规格齐全实力厂家的图文介绍
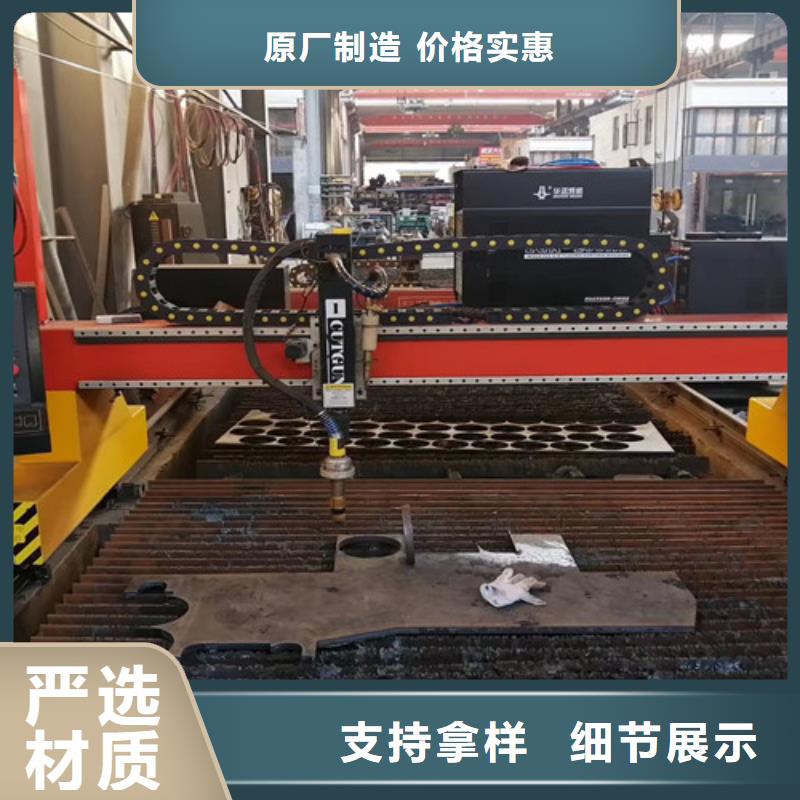
数控等离子切割机切割速度对切割质量不同
数控切割机和等离子电源结合起来就称为数控等离子切割机,用等离子切割容易产生破口,产生破口的原因有很多种,通常等离子数控切割机的 切割速度范围可按照设备说明选定或用试验来确定,但是由于待切割工件的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,所以等离子数控切割机的切割速度也有相应的变化。其主要表现为以下几点:
1、等离子数控切割机在切割速度适度地提高能改善切口质量时,即切口略有变窄,切口表面更平整,同时可减小变形。
2、等离子数控切割机在切割速度过快时使得切割的线能量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3、当等离子数控切割机在切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4、当等离子数控切割机在切割速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。


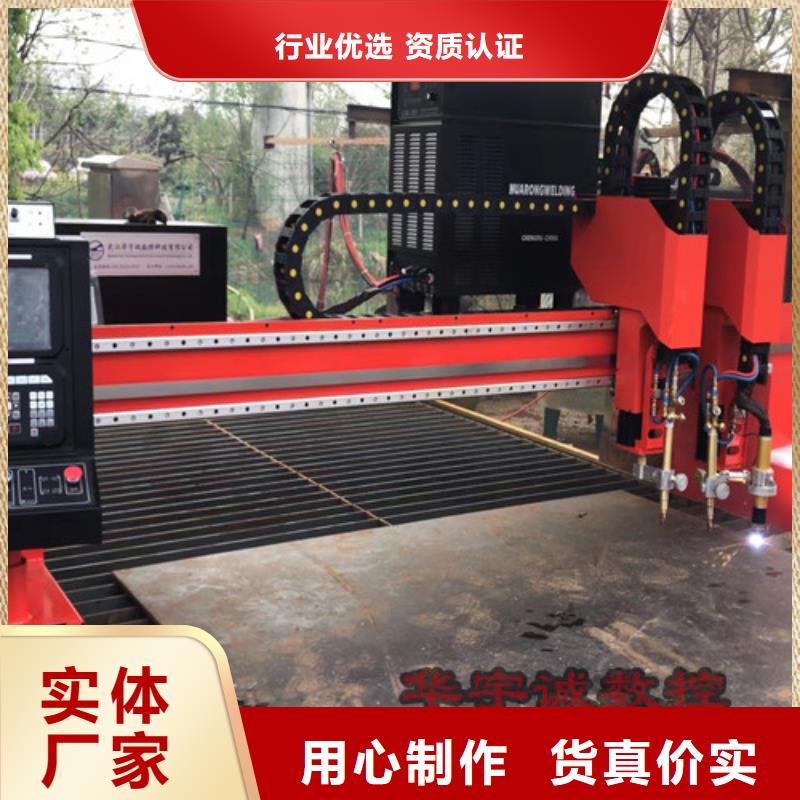
在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!



数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。


数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。



华宇诚数控科技有限公司是一家集 河南信阳12000w激光切割机批发、零售、配送于一体的大型 河南信阳12000w激光切割机现货公司。主要经营 河南信阳12000w激光切割机规格齐全,品种丰富,价格从优,本着“质量为先、诚信为本”的经营宗旨,赢得您的支持和信任,热情欢迎新老客户来人来电咨询。

联系人:,电话:18986290037,华宇诚数控科技有限公司在河南省信阳市本地专业从事数控等离子切割机,【1500w激光切割机】规格齐全实力厂家,河南省信阳市各个县市以及周边城市均可提供送货上门服务!