

我们的石油套管无缝方矩管生产厂家专业厂家视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:石油套管无缝方矩管生产厂家专业厂家的图文介绍
九晨钢铁制造有限公司秉承“质量赢得顾客,信誉创造效益,真诚为客户创造价值!”的经营理念,在竞争激烈的 山东青岛Q345E无缝钢管生产厂家行业中与您共同发展,共谋大业!



无缝管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等, 热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管,ajgfslkghks 再送至自动轧管机上继续轧制后经均整机均整壁厚, 经定径(减径)机定径, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



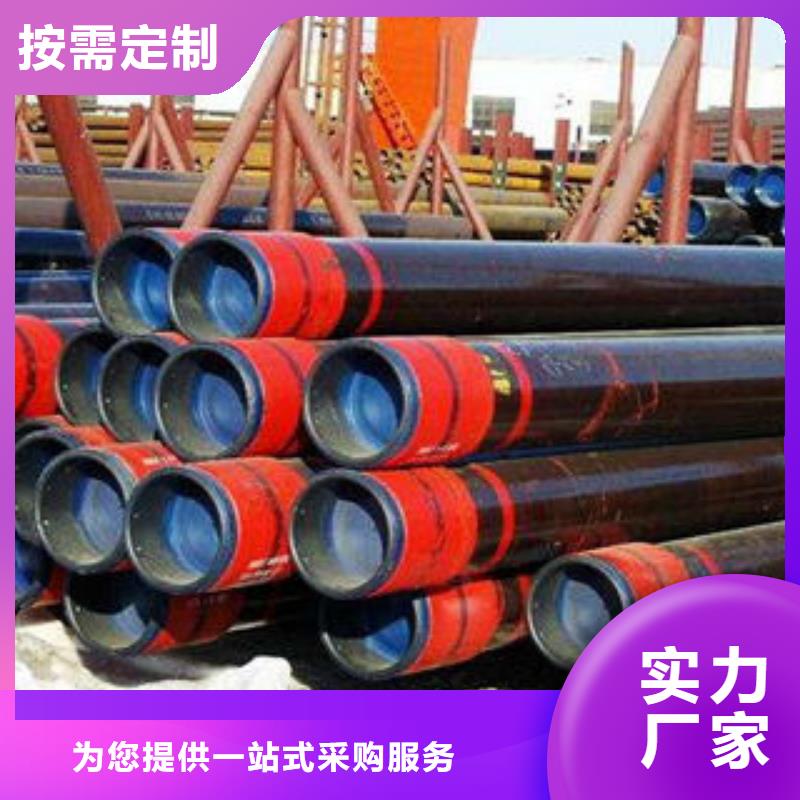
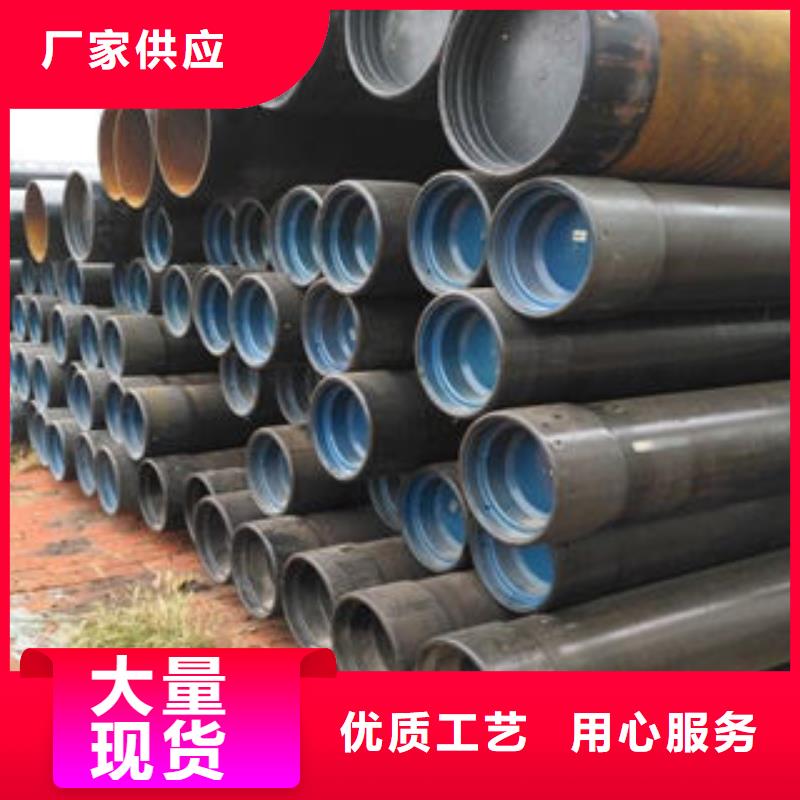
h40石油套管:
h40石油套管主要用于油、气井的钻探及油、气的输送。包括石油钻管、h40石油套管、抽油管。石油钻管主要用于连接钻铤和钻头并传递钻井动力。h40石油套管主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。抽油管主要将油井底部的油、气输送到地面。地煤,正负压通风,抽水,喷火等管网。我们应该,正确地进行评估和比较。h40石油套管是以h40石油套管为基础的h40石油套管塑复合h40石油套管,通过喷涂,轧制,浸涂在h40石油套管(底管)内表面焊接塑料层。和吸力,或塑料层焊接在内表面和外表面上。h40石油套管的主要检验方法包括外观检验,试验,弯曲试验,压扁试验和低温试验。每种检查方法都有自己的重点。平整实验是将测试片放置在两个板之间并在压力测试仪上逐渐压缩,直到两个板之间的距离是测试片外径的四分之五。h40石油套管压扁是垂直于载荷施加方向的涂层h40石油套管焊接。弯曲试验通常在弯曲机或模具上进行。值得注意的是,在弯曲试验期间,管中没有填料,h40石油套管位于弯曲主表面的一侧。目视检查是目视检查涂层h40石油套管的外观质量。



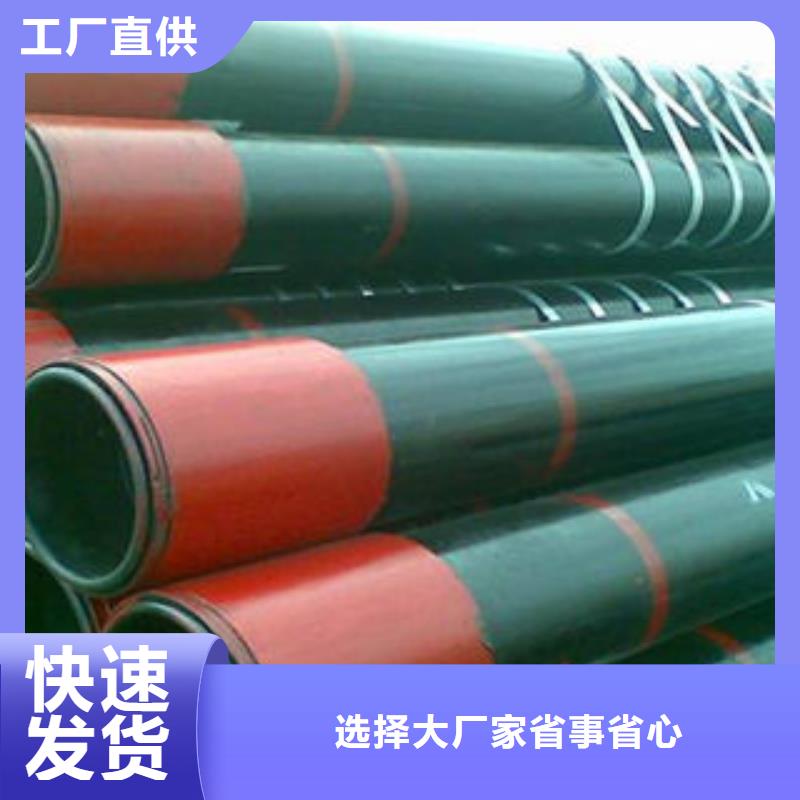
自动化石油套管是维持油井运行的生命线。由于地质条件不同,井下受力状态复杂,拉、压、弯、扭应力综合作用作用于管体,这对{产品本身的质量提出了较高的要求。一旦{产品本身由于某种原因而损坏,可能导致整口井的减产,甚至报废。自动化石油套管是一种大口径管材,起到固定石油和天然气油井壁或井孔的作用。{产品是插入井孔里,用水泥固定,以帮助井眼隔开岩层并防止井眼塌、同时保证钻探泥浆循环流动,以便于钻探开采。在轧制多个辊之后,逐渐卷起带材以形成具有开口间隙的圆形管坯。调节压辊的压下量以控制自动化石油套管间隙为1~3mm,并使焊点的端部齐平。因此,自动化石油套管在成型过程中呈螺旋状,肘部需要用压力机压紧,自动化石油套管不能承受,因此选用弯头的原料不包括自动化石油套管。自动化石油套管是以自动化石油套管卷盘为原料的螺旋缝自动化石油套管,经常采用自动双丝双面埋弧焊工艺加热挤压成型。今天,原料是带状线圈,焊丝,焊剂。输入前需要进行严格的物理和化学测试。自动化石油套管头,尾部采用对接,采用单线或双线埋弧焊,自动化石油套管轧制后采用自动埋弧焊。在成形之前,对带材进行平整,修整,刨平,表面清洁和预弯曲。电接点压力表用于控制输送机两侧的气缸压力,确保输送带的平稳输送。采用外控或内控辊压成型。



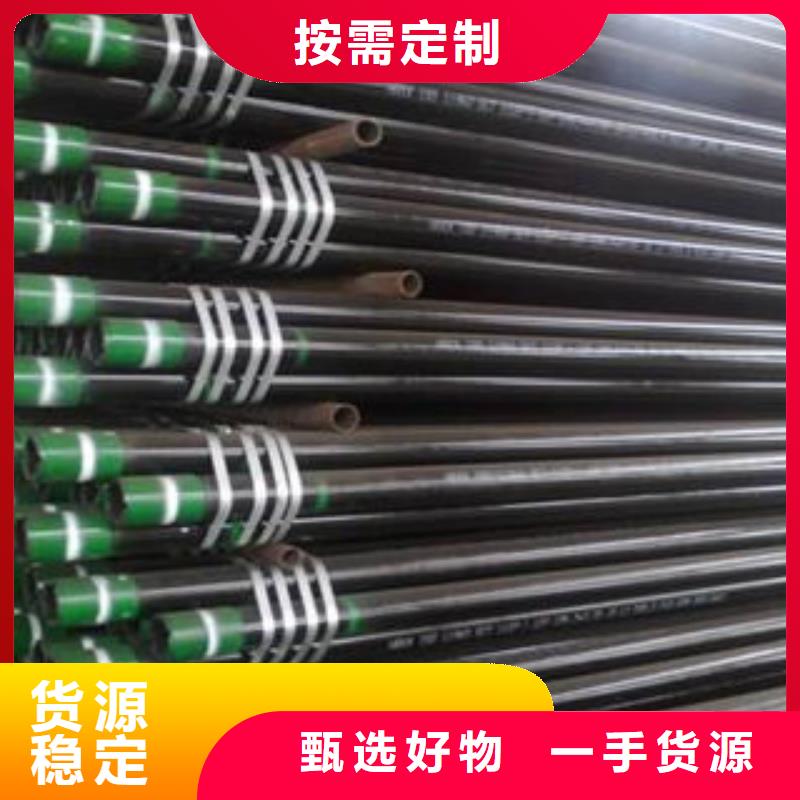
常年存有大量,欢迎来电J55石油套管、K55石油套管、N80石油套管、P110石油套管、偏梯扣石油套管、长圆扣石油套管、短圆扣石油套管、J55偏梯扣石油套管、J55长圆扣石油套管、J55短圆扣石油套管、K55偏梯扣石油套管、K55长圆扣石油套管、K55短圆扣石油套管、N80偏梯扣石油套管、N80长圆扣石油套管、N80短圆扣石油套管、P110偏梯扣石油套管、P110长圆扣石油套管、P110短圆扣石油套管、API5CT短圆扣STC石油套管、API5CT长圆扣LTC石油套管、API5CT偏梯扣BTC石油套管、长圆螺纹扣J55石油套管、长圆螺纹扣K55石油套管、长圆螺纹扣N80石油套管、长圆螺纹扣P110石油套管、短圆螺纹扣J55石油套管、短圆螺纹扣K55石油套管、短圆螺纹扣N80石油套管、短圆螺纹扣P110石油套管、