
想要快速了解PE给水管HDPE钢带管设备齐全支持定制产品?视频给你直观的感受!
以下是:PE给水管HDPE钢带管设备齐全支持定制的图文介绍

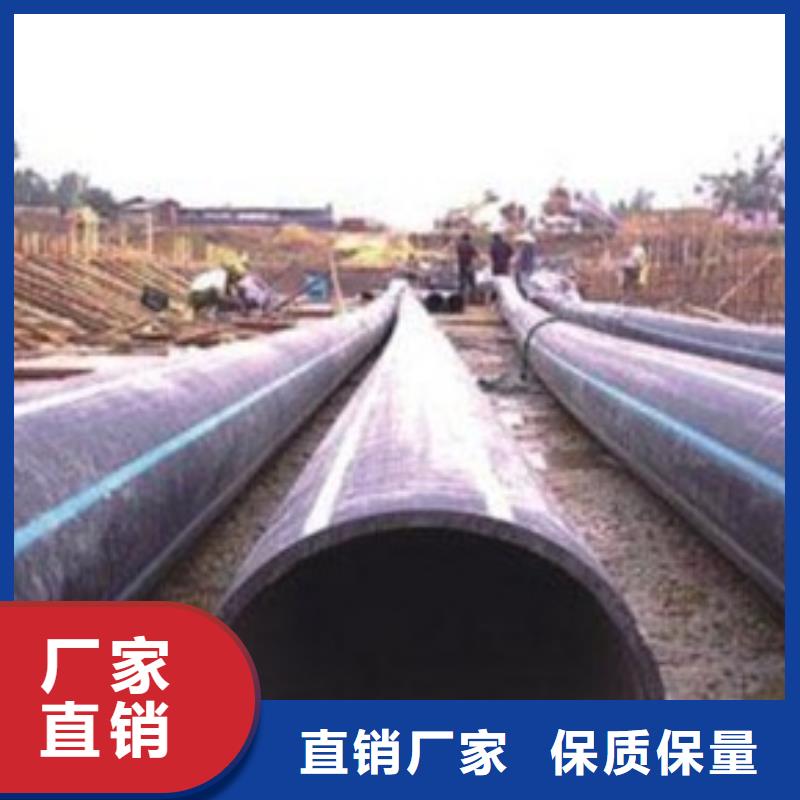
施工步骤
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。

日基科技发展有限公司是一家集生产、加工、销售为一体的专业生产厂家。产品品种齐全,质量精良,部分产品包工包料。主要销往国内各大省市,深受客户的认可和信赖! 我公司主要产品有 浙江宁波HDPE检查井,我公司员工团结奋进,以严谨的工作作风,依靠同行业中先进的技术设备、优良的产品质量、率的服务理念,争得了市场份额,紧跟时代的步伐、务实的品质,使我们确立了自身的赢家地位。欢迎用户光临垂询,以对我们的产品有更进一步的了解,彼此互利,共创辉煌。 我公司秉承“以客户为中心,以低价好质量为基础,以更好服务为手段,以客户满意为目标”的经营理念,我们深信:每一个产品就是一条广告,并且我们以更优惠的价格、先进的技术设备、完善的售后服务来赢得用户的信任,




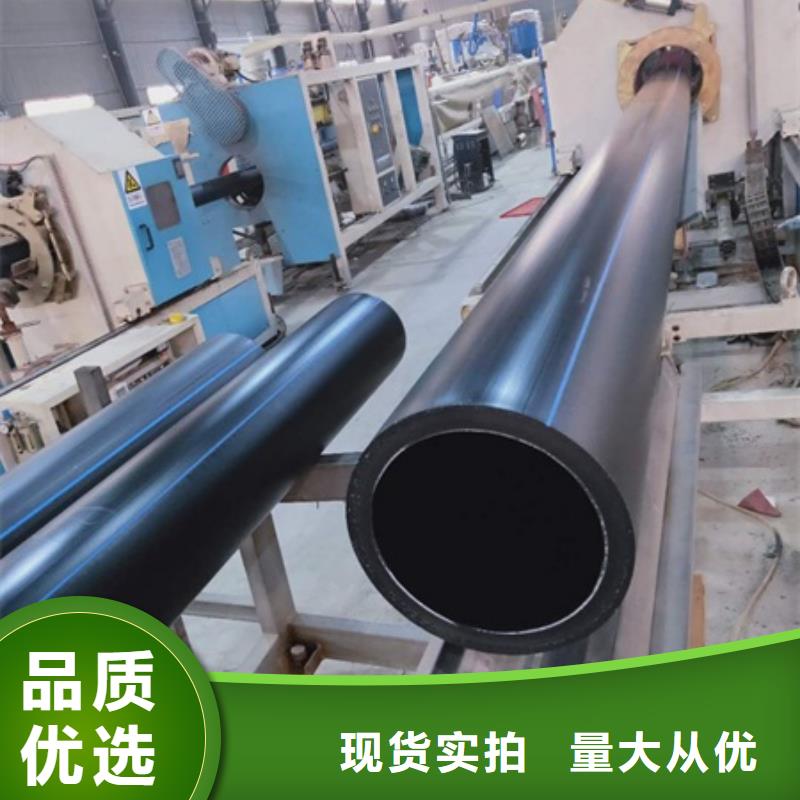
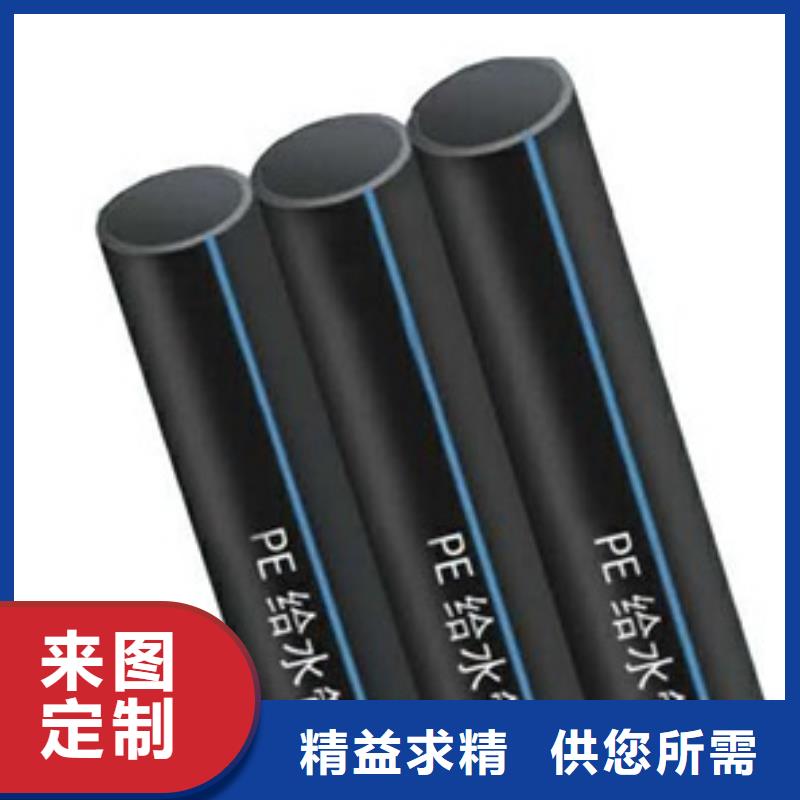
PE给水管的焊接步骤
PE给水管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材.由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向应力及轴向的抗冲应力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染.PE给水管的焊接可以分为下面这几步,这几步至关重要.大家一定要留心看了.PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定.PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面.PE给水管壁厚在5mm以上时,应切割坡口,保证充分焊透.坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光
