




一分钟的时间,对于了解我们的护栏-不锈钢碳素钢复合管厂质量检测产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:护栏-不锈钢碳素钢复合管厂质量检测的图文介绍
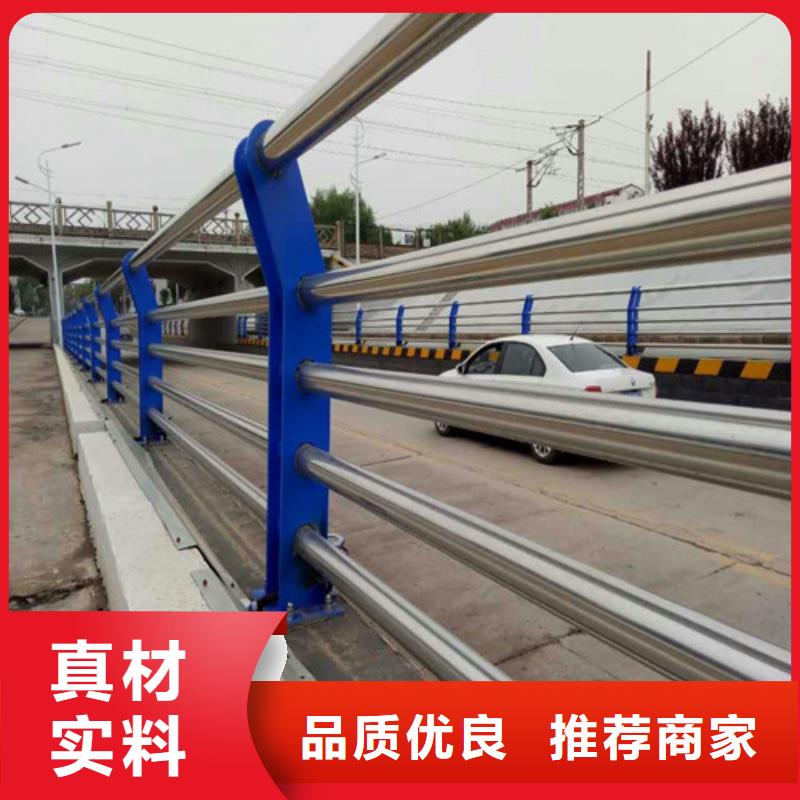
不锈钢/碳钢复合管,是由不锈钢(SUS304)与优质碳素结构钢(Q195-Q235、SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢卓越美观的华丽外表,抗腐蚀性能和碳素钢结构强度大的诸多突出优点,与纯不锈钢管相比,节约了成本,增加了强度。是纯不锈钢管的 升级换代产品.201不锈钢复合管桥梁护栏真正实现了装饰与负荷的完美结合。201不锈钢复合管桥梁护栏 不锈钢/碳钢复合管,201不锈钢复合管桥梁护栏不仅显著改善了钢管的表面性能和使用性能,拓宽了其使用领域,还作为节能和绿色环保新材料,代表着 产业发展方向。2001年,该产品被列入国务院下属中国社会调查所特别产品。201不锈钢复合管桥梁护栏2002年10月,201不锈钢复合管桥梁护栏 标准GB/T18704-2002顺利出台,不锈钢复合管从原材料选用,201不锈钢复合管桥梁护栏工艺选择,质量标准,市场应用等诸方面,都有了一套严格的管理规范。不锈钢复合管这一新型绿色环保材料从此步入了良性发展轨道。



不锈钢护栏美观实用,目前是非常受欢迎的道路隔离设施之一。这不仅降低了总体成本,而且还提高了网络表面的强度和美观性。主要应用于市政工程的隔离、花园护栏。在市政建设中,对公园,草坪,动物园,湖泊,道路和居民区进行隔离和保护。我们是一家生产及销售:防撞护栏,灯光护栏,不锈钢复合管,不锈钢护栏等产品的企业,欢迎新老客户咨询。 不锈钢护栏与周围环境能够很好地协调,所以经常会用于市政公路、桥梁、铁路等场所。为这些场所提供保障,并且还具有美观性和性。 应用景观灯光护栏这不但反映结构类型,还反映在景观灯光护栏应用的原材料上边,不尽管大家都了解景观灯光护栏的品质很好好地,可是景观灯光护栏们在应用的全过程中仍然要留意它的应用常见问题,防止有误的应用对这种栏杆产生的危害。留意景观灯光护栏不必产生表面刮伤状况,不能用不光滑和锐利的原材料去擦洗景观灯光护栏表面,尤其是镜面的,要用绵软一点的,不容易掉下来的面料去擦洗,砂钢和金属拉丝表面,要沿着纹理去擦,要不然非常容易搞花表面。防止应用含漂白剂成份及其粗蜡的洗涤液、钢丝刷、碾磨专用工具等,为防止残留洗涤液,浸蚀景观灯光护栏表面,洗涤完毕时要用清洁水清洗表面。景观灯光护栏表面有尘土及其易祛除污渍物的,可以用香皂、弱洗涤来洗,粘接剂成分,应用乙醇或有机溶液擦洗。园林景观栏杆表面的植物油脂、油、润滑脂环境污染,用绵软的布擦干净,之后用中性洗涤剂或氨水溶液或用专用型洗涤剂清理。



聚晟护栏制造有限公司成立于2017年,坐落于风景优美、人文荟萃的——吉林。公司长期致力于【吉林国道抗冲击围栏】产品的生产研发工作,公司具有良好的企业形象和品牌形象,常年参加国内外大型专业【吉林国道抗冲击围栏】展。公司视质量为生命,严格执行各项工艺标准和操作规程,严格控制每一个生产流程与细节,确保质量的稳定性和【吉林国道抗冲击围栏】产品的完善性。公司秉承质量、求实、求新、服务的宗旨,本着服务大众的精神,更以优良的质量,完善的售后获得了广大用户的信赖。热忱欢迎广大用户光临惠顾!



不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。



