


福伟达管业有限公司专营: 四川成都不锈钢管,规格齐全,品质兼优,价格低廉。欢迎广大客户前来洽谈业务!



在注塑生产中,为了在工件上加工小孔、定位凹部等细小结构,通常会用到模仁,模仁体积小,注塑时位于内、外模之间,小孔等结构位置处;脱模或合模过程中模仁受动力机构驱动而沿模具表面滑动而实现合模或脱模,但模仁与模具之间频繁的相对滑动必然使该滑动接触面被磨损。
nm360耐磨板的制作方法技术领域:本实用新型涉及注塑机的一种辅助部件。模仁表面磨损后可以进行更换,而模具表面磨损后势必导致模仁的定位不准,从而影响注塑加工精度,而模具的体积、重量通常较大,更换操模具作困难,而且因为局部被磨损就更换整个模具也大大增加了制造成本。
nm360耐磨板的大小厚度可以根据实际使用需要确定,使用时,把这样的nm360耐磨板固定到模具上容易磨损的部位,并使其上表面显露于模具表面并略高于模具表面,由于本实用新型的上表面光滑平整,注塑过程中的合模与退模操作可以流。



在好用上,避免热危害区根部裂缝的对策也可适用焊接金属根部裂缝的状况。此外,焊接金属中产生裂缝的危险期也定压比热危害区裂缝的危险期要短。它是因为焊接金属裂缝时,氢外扩散的時间将会短一些。所述的根部裂缝特点是将可焊性非常优良的38mm厚的HT80钢(Ceq=0.52%,Pcm=0.27%),用低氢型焊丝(H=2.0ml/100克)电焊焊接(热愉入量20千焦耳/公分)时避免根部裂缝的加热溫度作了较为,左侧是仅焊 层单道焊的连接头,右侧则是双层电焊焊接的状况。 有角形变造成时,NM360耐磨板非常非常容易产生根部裂缝。填角电焊焊接(加热15℃下列)是弯折形变受束缚的状况,(从上向下)的填角焊缝是容许产生弯折的状况,它比斜Y形非常容易裂。此外,右侧的双层电焊焊接时,因各层积累造成的角形变很大,必须150摄氏之上的加热溫度。除此之外,K形焊缝比斜Y形焊缝更非常容易裂。
所述对策全是关子避免对焊的根部裂缝的,而填角A-缝的根部裂缝,以上节上述,其加热溫度可远比对接焊缝时低。到1975年才行,针对HT50-HT100钢的填角焊缝,还得出不来广泛的、避免根部裂缝的标准。再者,U形或是对称性Y形焊缝对接焊缝的根部裂缝一般易在焊接金属内产生。在这类状况下,与热危害区的根部裂缝不一样,不可以把Pcm的算式以及值用以焊接金属的裂缝。避免NM360耐磨板焊接金属根部裂缝的加热溫度都还没详尽地科学研究,但在创作者等的科学研究中,用比避免HT50-HT80钢热危害区根部裂缝的加热溫度也要低一些的加热溫度(0--250C),裂缝就了。



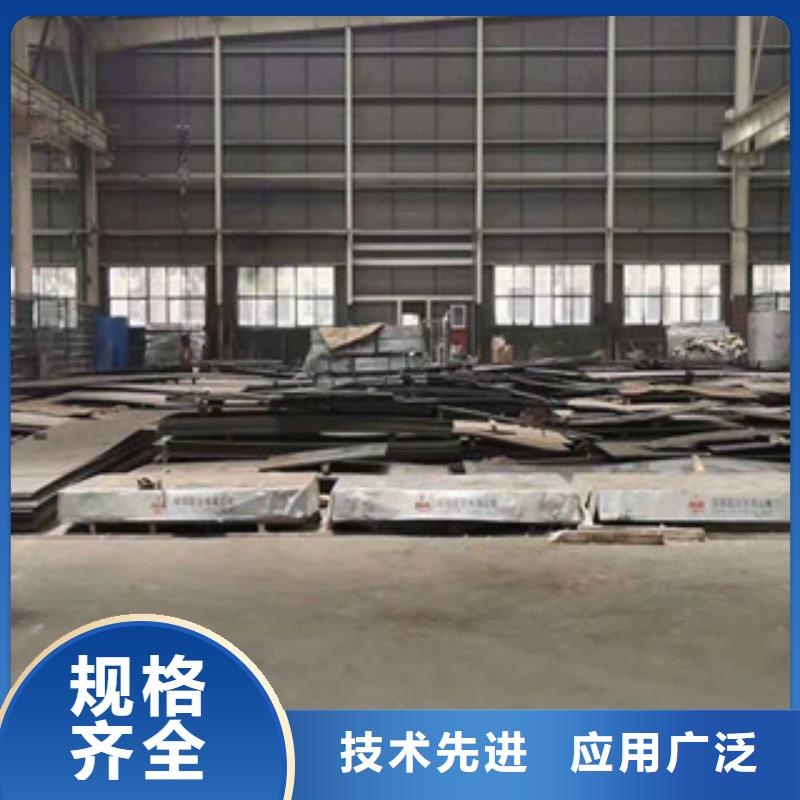
2、NM500耐磨板也可采用传统的火焰切割。 采用火焰切割时,建议采用切割小车,根据钢板厚度不同,采用不同规格的枪头,燃气和氧气配比调整适当(好是中性火焰),好是全部调整好后再开始下料,防止因中途熄火引弧造成断面缺口,影响切割质量。
3、NM500耐磨板焊接:高锰耐磨钢板的焊接可采选用手工电弧焊的方法。焊条选用D256(堆256)或D266(堆266)焊条;焊接前应打磨焊缝,要清理工件坡口及边缘,去除铁锈、油污,同时将焊条烘干;焊接时,应选择小直径焊条(一般为3mm-3.5mm),小电流、高电压、多焊层、多焊道、快速焊接;如采用直流焊接,焊条接正极;焊接每层后要锤击焊缝,以提高其抗热裂纹能力。也可使用流动水快速降温。