
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让PE燃气管_七孔梅花管专业完善售后自己向您展示它的卓越品质和出色性能。
以下是:PE燃气管_七孔梅花管专业完善售后的图文介绍
其他必备辅件如防爆照明灯、警示带、铁锹、手锯、棉纱等应配备齐全。⑤编制有针对性的抢险预案,做到现场组织有条不紊,每年应定期组织紧急的模拟演习,还应积极参加市消防部门组织的各种消防演练。要能快速通知沿线用户,让用户有,可通过电台广播或其他方式通知用户,告知停气时间和恢复供气时间,同时值班要向询问用户做好耐心的解释工作,将停气的负面影响降到 。⑦处理工作。要正确妥善处理用户的和向肇事者提出。PE燃气管生产厂家制造的产品可以在很多的行业中都是可以使用的,但是我们在使用产品的时候,需要注意的事项是呢,现在我们就来仔细的了解一下吧。因为PE燃气管一般使用的环境是比较恶劣的,出现裂纹的可能性是刚刚浇筑完毕的混凝土表面上水分在不断的蒸发。
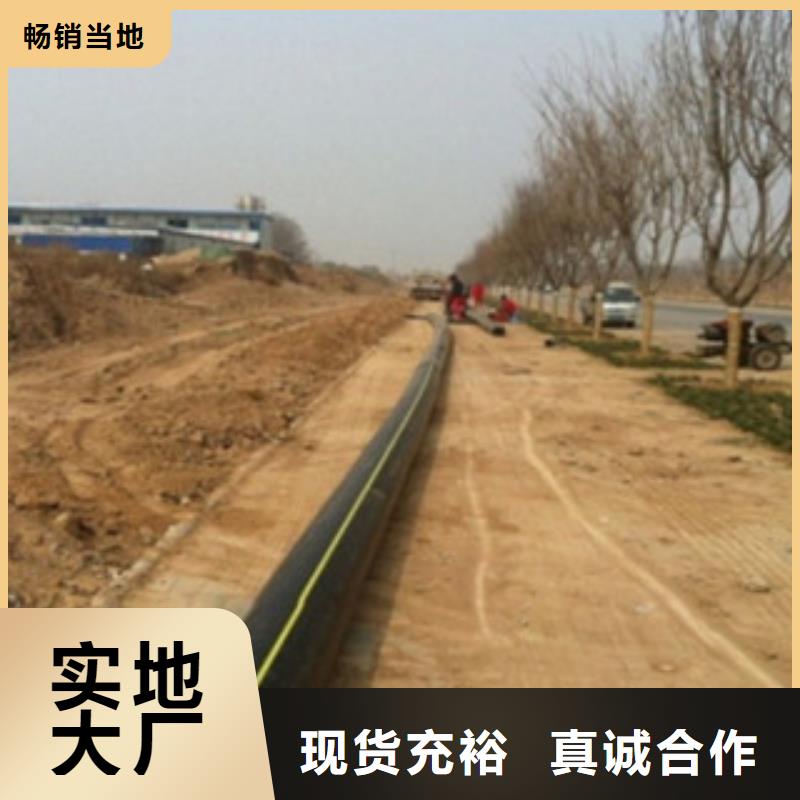
PE燃气管管沟的开挖????管沟的开挖必须严格按照设计图纸或工程监理指导的开挖路线及开挖深度进行施工,而且在没有征得相关部门同意的情况下不得擅自进行改动。一般规定,聚乙烯管道埋设的小管顶覆土厚度为:A、埋设在车行道下管顶埋深不得小于0.9米;B、埋设在人行道下或管道支管不得小于0.75米;C、绿化带下或居住区支管不得小于0.6米;D、在 性冻土或季节性冻土地层,管顶埋深应在冰冻线以下。在结实、稳固的沟底,管沟的宽度由施工所需要的操作空间决定,空间大小必须允许能够正常进行管沟底部的正确准备及管沟填埋材料的填埋及夯实等工作,而且还要考虑到管沟开挖费用以及购买填埋材料等费用的经济性。
利用管网自身压力吹扫的清管方法关闭PE燃气管管网的上游阀门,将阀后管网中的燃气进行排放。排放完毕后,打开上游阀门,通过观察阀后所连接的调压箱中中压表的读数,来确定管道堵塞的大致位置。管道堵塞的大致位置为:中压表读数上升比较缓慢的调压箱的上游,中压表读数上升正常的调压箱所连接支管的下游。确定PE燃气管管道堵塞的大致位置后,打开末端调压箱的中压端堵头,连接放散管,打开调压箱的中压端球阀,利用管道燃气的工作压力排出管网中的堵塞物。堵塞物随燃气一起排出,需要做好现场的措施,疏散,杜绝明火。堵塞物排出干净后,关闭上游阀门,排放完管网中的残余燃气,关闭调压箱的中压端球阀,拧紧堵头后再打开中压端球阀,打开上游阀门。
PE燃气管道的强度试验压力应为管道设计压力的1.5倍;2、PE燃气管道进行强度试验时,应缓慢升压,达到试验压力后,应稳压1小时,不降压为合格;3、PE燃气管气密性试验应符合现行行业标准《城镇燃气输配工程施工及验收规范》(CJJ33-89)的规定;4、试验介质宜使用压缩空气,其温度不宜超过40℃,吹扫流速不宜低于20m/s,吹扫压力不应大于工作压力;5、PE燃气管道安装完毕,外观检查合格后,应对全系统进行分段吹扫,吹扫后方可进行强度试验和气密性试验。
PE燃气管管沟的开挖????管沟的开挖必须严格按照设计图纸或工程监理指导的开挖路线及开挖深度进行施工,而且在没有征得相关部门同意的情况下不得擅自进行改动。一般规定,聚乙烯管道埋设的小管顶覆土厚度为:A、埋设在车行道下管顶埋深不得小于0.9米;B、埋设在人行道下或管道支管不得小于0.75米;C、绿化带下或居住区支管不得小于0.6米;D、在 性冻土或季节性冻土地层,管顶埋深应在冰冻线以下。在结实、稳固的沟底,管沟的宽度由施工所需要的操作空间决定,空间大小必须允许能够正常进行管沟底部的正确准备及管沟填埋材料的填埋及夯实等工作,而且还要考虑到管沟开挖费用以及购买填埋材料等费用的经济性。
利用管网自身压力吹扫的清管方法关闭PE燃气管管网的上游阀门,将阀后管网中的燃气进行排放。排放完毕后,打开上游阀门,通过观察阀后所连接的调压箱中中压表的读数,来确定管道堵塞的大致位置。管道堵塞的大致位置为:中压表读数上升比较缓慢的调压箱的上游,中压表读数上升正常的调压箱所连接支管的下游。确定PE燃气管管道堵塞的大致位置后,打开末端调压箱的中压端堵头,连接放散管,打开调压箱的中压端球阀,利用管道燃气的工作压力排出管网中的堵塞物。堵塞物随燃气一起排出,需要做好现场的措施,疏散,杜绝明火。堵塞物排出干净后,关闭上游阀门,排放完管网中的残余燃气,关闭调压箱的中压端球阀,拧紧堵头后再打开中压端球阀,打开上游阀门。
PE燃气管道的强度试验压力应为管道设计压力的1.5倍;2、PE燃气管道进行强度试验时,应缓慢升压,达到试验压力后,应稳压1小时,不降压为合格;3、PE燃气管气密性试验应符合现行行业标准《城镇燃气输配工程施工及验收规范》(CJJ33-89)的规定;4、试验介质宜使用压缩空气,其温度不宜超过40℃,吹扫流速不宜低于20m/s,吹扫压力不应大于工作压力;5、PE燃气管道安装完毕,外观检查合格后,应对全系统进行分段吹扫,吹扫后方可进行强度试验和气密性试验。


我公司部分HDPE燃气管检测设备 XYZ型哑铃型制样机 XYZ型哑铃型制样机用于非金属材料的拉伸试验中哑铃型试样的制备,试样完全符合GB/T8804.1、GB/T8804.2、GB/T8804.3标准规定的管材拉伸试样及GB/T1040标准规定的I型和II型试样规定的各项尺寸和技术要求,该制样机制样效率高,试样尺寸准确,并配有切削碎屑吸收装置。 适用试样厚度:1—45mm WDW系列机控制电子拉力试验机 WDW系列机控制电子 试验机适用于橡胶、各种塑料的异型材、管材、板材、片材、薄膜、电线电缆、防水材料、金属丝等拉伸、压缩、弯曲、环钢度、环柔性(扁平)、剥离、环拉伸(环径向拉力)、撕裂等机械性能的力学试验。 WDW系列机控制电子 试验机是精密级单臂试验机,采用单片机和PC机分布控制系统,具有PC机控制的操作平台,通过Windows98、Windows2000或WindowsXP中文操作界面,在试验过程中时实显示试验的即时力值、位移值、断裂值、 力值的峰值保持、自动停车、并能动态地时实绘制拉伸位移量与拉伸力值(压缩位移量与压缩力值)的曲线等功能,自动进行试验数据的记录及数据的后期处理,可自动打印试验报告,实现历史存盘,以便今后随时查询以前的试验数据,进行各种试验数据的对比研究。 WDW系列机控制电子 试验机完全符合GB/T16491、GB/T1040、GB/T8804.1、GB/T8804.2、GB/T1041、GB/T9341、GB/T8808、GB/T18477、GB/T583、GB13022等标准的规定,操作方便、设计合理、结构简单等特点,在同类机型中具有优良的性能价格比。
HDPE燃气管管件技术参数: 精度等级;1级 测力精度:1N 速度精度:<示值的±1% 试验速度:0.5mm/min-500mm/min 14个档位速度(有特殊要求时请说明) 测力范围:50N、100N、200N、500N、1000N、2000N、5000N 电 源:220 AC50Hz XGY系列管材静液压、 试验机 XGY系列管材静液压、 试验机采用当今北欧 进的无气式液压原理,控制部分采用日本三菱原装产品--PLC进行数字及号控制方式,系统操作部分采用日本富士原装产品--具有人机对话功能的触摸屏,并且随机配置打印机,打印各种试验数据。该机设计制造借鉴国际同类产品的先进技术和元件,具有很高的性能价格比。它完全可以替代进口,为我国的各级化学建材检测行业、产检所及热固性和热塑性塑料管材生产厂家提供具有先进水平的国产化检测仪器,该机采用PLC进行数字及号控制方式是该机型的一次技术性跨越。产品符合ISO1167、GB/T6111、GB/T15560、ASTM D1598标准的要求。介质恒温箱具有防爆设计, 后自动排水,排气功能,有效的保证设备和试验人员的。
HDPE燃气管管件技术参数: 精度等级;1级 测力精度:1N 速度精度:<示值的±1% 试验速度:0.5mm/min-500mm/min 14个档位速度(有特殊要求时请说明) 测力范围:50N、100N、200N、500N、1000N、2000N、5000N 电 源:220 AC50Hz XGY系列管材静液压、 试验机 XGY系列管材静液压、 试验机采用当今北欧 进的无气式液压原理,控制部分采用日本三菱原装产品--PLC进行数字及号控制方式,系统操作部分采用日本富士原装产品--具有人机对话功能的触摸屏,并且随机配置打印机,打印各种试验数据。该机设计制造借鉴国际同类产品的先进技术和元件,具有很高的性能价格比。它完全可以替代进口,为我国的各级化学建材检测行业、产检所及热固性和热塑性塑料管材生产厂家提供具有先进水平的国产化检测仪器,该机采用PLC进行数字及号控制方式是该机型的一次技术性跨越。产品符合ISO1167、GB/T6111、GB/T15560、ASTM D1598标准的要求。介质恒温箱具有防爆设计, 后自动排水,排气功能,有效的保证设备和试验人员的。



认真做好PE燃气管工程资料管理工作。PE燃气管工程资料主要指:在PE燃气管施工过程产生的各种施工文件、资料,诸如施工方案、施工日记、单线图、分部分项记录、焊接记录、试压清通记录等,这些资料能反应整个PE燃气管工程项目的质量状况,具有重要利用和参考价值。认真好做PE燃气管工程资料收集整理,确保资料的真实性、及时性、完整性对提高PE燃气管道工程质量具有重要的意义。PE燃气管短距离搬运,不应在坚硬不平地面或石子地面上滚动,以防损伤管道。PE燃气管管道若采用叠放运输时,应将管道保持稳定,管道之间适当留有缝隙,以防管道发生滑动。PE排水管上下叠放运输,其高度不应超过2米。车、船与管道接触处,要求平坦,并用柔韧的带子或绳子将其固定在运榆工具上。
防止滚动和碰撞。PE燃气管道主要采用机械装卸,装卸时应采用柔韧性好的皮带、吊带或吊绳进行安装,不得采用钢丝绳和链条来装卸或运输管道。PE燃气管道装卸时应采用两个支撑吊点,其两支撑吊点位置宜放在管长的四分之一处,以保持管道稳定。在管道装卸过程中应防止管道撞击或摔跌,尤其应注意对管端保护,如有擦伤应及时与供货方联系,以便妥善处理。当PE燃气管道直接放在地上时,要求地面平整,不能有石块和容易引起管道损坏的尖利物体,要有防止管道滚动的措施。为了尽可能排除待测试的PE燃气管道内的空气,减少PE燃气管内空气对试压结果的影响。进水口尽量设置在待试PE燃气管道中 点,排气口设置在待试PE燃气管道中 点。灌水时,同时打开进水阀门和排气阀门。
当排气阀门有水流出时,缓慢关闭排气阀。排气阀全关后,关闭进水阀。PE燃气管压力表应尽可能放置在该段管道的 处。PE燃气管以稳定的升压速度将压力提高到要求的压力值,切忌猛然快速升压。PE燃气管在试验压力下,缓慢打开排气阀,观察是否还有残余空气排出,若水是连续、不间断地喷出,则表明待试管道的气体已完全排净,则可关闭排气阀。PE燃气管道试压时,原则上不带阀门进行试验。但条件不允许须带阀门进行试验时,待试管道中的阀门的工作压力必须大于试验压力。进行水压试验前将待试管道中所有阀门全开,并将阀门的止水螺栓上紧。待试管道末端必需用盲堵板封堵,严禁以阀门闸板充当盲堵板。在进行水压试验前,管道应以一定的间隔覆土,尤其对于蛇行管道。
防止滚动和碰撞。PE燃气管道主要采用机械装卸,装卸时应采用柔韧性好的皮带、吊带或吊绳进行安装,不得采用钢丝绳和链条来装卸或运输管道。PE燃气管道装卸时应采用两个支撑吊点,其两支撑吊点位置宜放在管长的四分之一处,以保持管道稳定。在管道装卸过程中应防止管道撞击或摔跌,尤其应注意对管端保护,如有擦伤应及时与供货方联系,以便妥善处理。当PE燃气管道直接放在地上时,要求地面平整,不能有石块和容易引起管道损坏的尖利物体,要有防止管道滚动的措施。为了尽可能排除待测试的PE燃气管道内的空气,减少PE燃气管内空气对试压结果的影响。进水口尽量设置在待试PE燃气管道中 点,排气口设置在待试PE燃气管道中 点。灌水时,同时打开进水阀门和排气阀门。
当排气阀门有水流出时,缓慢关闭排气阀。排气阀全关后,关闭进水阀。PE燃气管压力表应尽可能放置在该段管道的 处。PE燃气管以稳定的升压速度将压力提高到要求的压力值,切忌猛然快速升压。PE燃气管在试验压力下,缓慢打开排气阀,观察是否还有残余空气排出,若水是连续、不间断地喷出,则表明待试管道的气体已完全排净,则可关闭排气阀。PE燃气管道试压时,原则上不带阀门进行试验。但条件不允许须带阀门进行试验时,待试管道中的阀门的工作压力必须大于试验压力。进行水压试验前将待试管道中所有阀门全开,并将阀门的止水螺栓上紧。待试管道末端必需用盲堵板封堵,严禁以阀门闸板充当盲堵板。在进行水压试验前,管道应以一定的间隔覆土,尤其对于蛇行管道。


“煤改气”一直是社会各界热议的话题。近年来,关于“煤改气”必要性的问题众说纷纭,甚至有人提出“煤改气”不仅不能解决空气污染,甚至会加重雾霾,事实究竟如何?PE燃气管所示的压力均表示为公称压力,用Mpa表示,1Mpa≈10kgf/cm2即管材在20℃条件下,输送介质的工作压力,但随着介质的温度的升高(不得输送>50℃的介质)工作压力随之减小,这从客观上在选择给水管道须考虑足够的压力的系数。受“经济性”问题困扰,我国多数地区“煤改气”的推进依赖环保政策,市场内生动力不强,而近期市场情况似乎有所改变。就相关问题,笔者进行了进一步的探讨。PE燃气管施工简易:管道连接施工迅速容易,施工工程费低廉。
PE燃气管材料属聚烯烃类高分子化合物,其分子由碳、氢元素组成,无有害元素,卫生可靠。在加工、使用及废弃过程中,不会对人体及环境造成不利影响,是绿色建材。PE燃气管材不仅韧性、挠性好,而且焊接性能,管道连接过程中施焊效果可靠,造价低。同时具有良好的气密性、耐腐蚀性和良好的抵抗裂纹快速传递能力,因而广泛用于市政、石油、化工、燃气等建设领域。PE燃气管材的应用是2004年科技成果推广项目。公司近年来开展对PE燃气管热熔焊接技术进行研究,研究成果成功地用于珠三角地区的燃气工程,取得了较好的经济效益和社会效益。PE燃气管焊接工艺流程先进,可实现全自动、半自动施工。PE燃气管接头连接牢固可靠,施工技术先进,设备操作简单,劳动强度低。
PE燃气管施工过程中无需配备较多的施工机具,节约成本,机动灵活。本工法可用于市政建设给排水、燃气管道安装以及石油、化工、水处理等领域适用于管径大于110mm,小于425mm的管道施工(一般不允许不同材质的PE燃气管直接对接)。PE燃气管热熔焊焊接是利用加热工具将管道或管件端面加热到210℃左右,在可控压力下持续一定时间,使两端面熔合为一体,形成符合质量要求的管道焊接接头。PE燃气管的焊接施工可以在管沟边进行也可以在管沟内进行,无论采取哪种方式都应将热熔焊机机架安置平稳。PE燃气管施工工艺流程:管道、管件的验收→焊接准备→连接部位端部铣平和同轴度校对→测量拖拉力→在可控压力下焊接→管道吹扫→试压。PE燃气管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。
热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。主要依据:设计图纸、现行《燃气工程用埋地聚乙烯管材》GB/T15558.GB/T15558.2技术标准;《聚乙烯燃气管道工程技术》CJJ63技术标准。PE燃气管焊接准备,检查焊接机状况是否满足工作要求,检查机具各个部位的紧固件有无脱落或松动。检查机电线路连接是否正确、可靠,检查液压箱内液压油是否充足,确认电源与机具输入要求是否相匹配。加热板是否符合要求(涂层是否损伤),铣刀和油泵开关是否正常等,用干净的布两管端部的污物。将管材置于机架卡瓦内,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。
PE燃气管材料属聚烯烃类高分子化合物,其分子由碳、氢元素组成,无有害元素,卫生可靠。在加工、使用及废弃过程中,不会对人体及环境造成不利影响,是绿色建材。PE燃气管材不仅韧性、挠性好,而且焊接性能,管道连接过程中施焊效果可靠,造价低。同时具有良好的气密性、耐腐蚀性和良好的抵抗裂纹快速传递能力,因而广泛用于市政、石油、化工、燃气等建设领域。PE燃气管材的应用是2004年科技成果推广项目。公司近年来开展对PE燃气管热熔焊接技术进行研究,研究成果成功地用于珠三角地区的燃气工程,取得了较好的经济效益和社会效益。PE燃气管焊接工艺流程先进,可实现全自动、半自动施工。PE燃气管接头连接牢固可靠,施工技术先进,设备操作简单,劳动强度低。
PE燃气管施工过程中无需配备较多的施工机具,节约成本,机动灵活。本工法可用于市政建设给排水、燃气管道安装以及石油、化工、水处理等领域适用于管径大于110mm,小于425mm的管道施工(一般不允许不同材质的PE燃气管直接对接)。PE燃气管热熔焊焊接是利用加热工具将管道或管件端面加热到210℃左右,在可控压力下持续一定时间,使两端面熔合为一体,形成符合质量要求的管道焊接接头。PE燃气管的焊接施工可以在管沟边进行也可以在管沟内进行,无论采取哪种方式都应将热熔焊机机架安置平稳。PE燃气管施工工艺流程:管道、管件的验收→焊接准备→连接部位端部铣平和同轴度校对→测量拖拉力→在可控压力下焊接→管道吹扫→试压。PE燃气管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。
热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。主要依据:设计图纸、现行《燃气工程用埋地聚乙烯管材》GB/T15558.GB/T15558.2技术标准;《聚乙烯燃气管道工程技术》CJJ63技术标准。PE燃气管焊接准备,检查焊接机状况是否满足工作要求,检查机具各个部位的紧固件有无脱落或松动。检查机电线路连接是否正确、可靠,检查液压箱内液压油是否充足,确认电源与机具输入要求是否相匹配。加热板是否符合要求(涂层是否损伤),铣刀和油泵开关是否正常等,用干净的布两管端部的污物。将管材置于机架卡瓦内,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。



润星电力管材有限公司一直保持高速的发展势头,已为国内众多客户提供了 广西来宾电力管解决方案,并获得了客户高度认可,成为 广西来宾电力管行业的风向标。
