

深入了解球墨铸铁型材RQTSi4Mo耐热球墨铸铁品质有保障产品,一部视频就够了,快来观看!
以下是:球墨铸铁型材RQTSi4Mo耐热球墨铸铁品质有保障的图文介绍
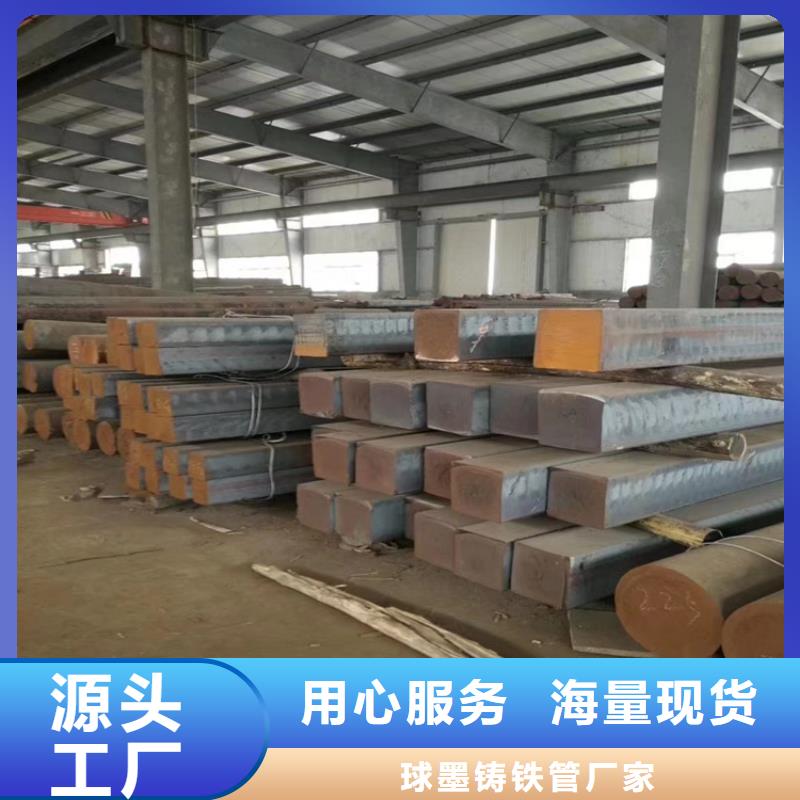
球墨铸铁管厂家坐落于传统与创新交融的福建龙岩高新技术产业开发区,拥有100万平方米 福建龙岩T性接口球墨铸铁管生产基地。10多年春华秋实、初心不变,我们坚守着做 福建龙岩T性接口球墨铸铁管行业追求者的品牌定位,为改变 福建龙岩T性接口球墨铸铁管而精工智造!



由于碳硅含量高,球墨铸铁型材和灰铸铁在生产过程中具有良好的流动性和自收缩能力。然而,由于炉前处理工艺和凝固工艺的不同,球铁棒在铸造性能上与灰铸铁有很大差异,因此其铸造工艺也不同。
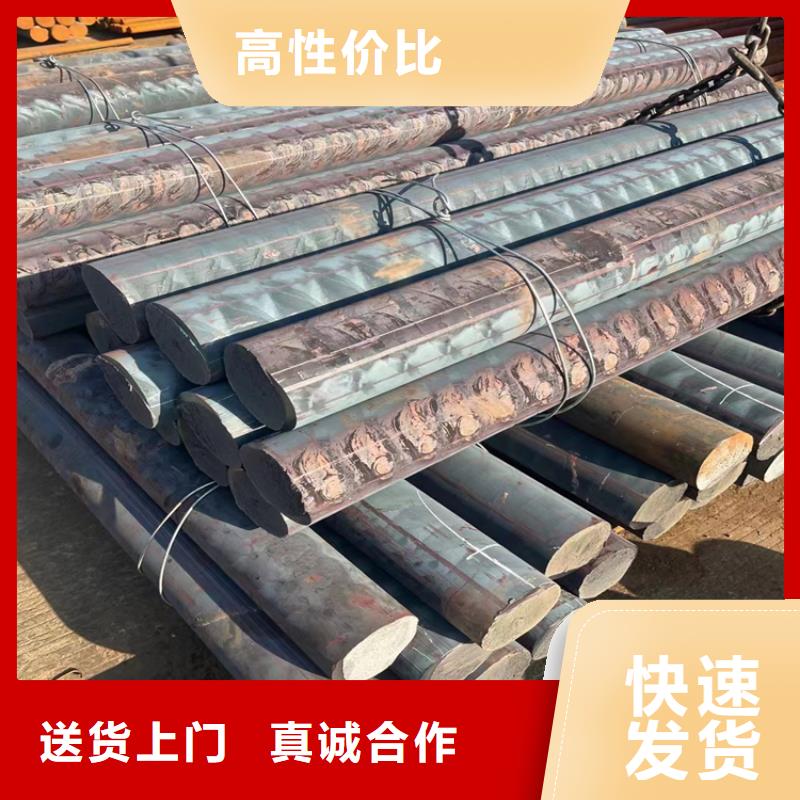
然而,与灰铸铁相比球铁棒的凝固特性差异很大,共晶凝固范围更广。灰铸铁共晶凝固时,片状石墨的端部始终与铁液接触,因此共晶凝固过程更快。由于石墨球在成长后期被奥氏体壳包围,其成长需要通过碳原子的扩散来进行,因此凝固过程较慢,因此需要在较大的过冷度下,通过在新的石墨异质核心上形成新的石墨晶核来维持共晶凝固。
正因为如此,球铁棒在凝固过程中截面上存在较宽的液固共存区域,其凝固方式具有粥状凝固的特性,使球铁棒在凝固过程中难以收缩。经球化和培育处理,球铁棒的石墨核心比灰铸铁多得多,共晶团尺寸也比灰铸铁细得多。
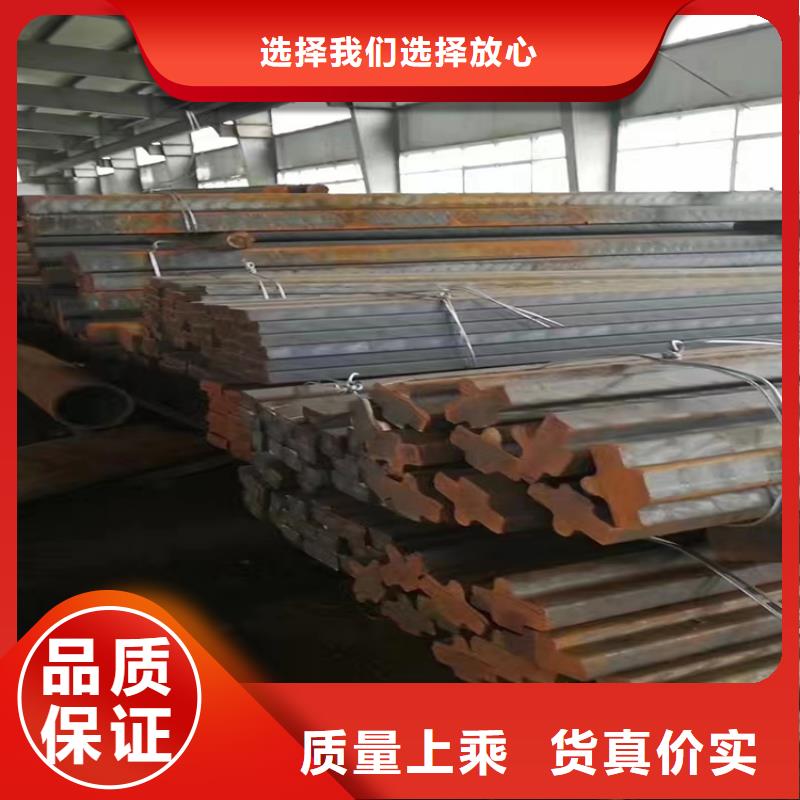
由于石墨在球铁棒共晶凝固过程中迅速被奥氏体壳包围,石墨生长过程中体积*引起的膨胀无法传递到铁液中,产生较大的共晶膨胀力。铸造刚度不高时,由此产生的共晶膨胀会引起松弛缺陷。
铸铁棒在凝固过程中的体积变化可分为三个阶段,即铁液浇注铸型后至冷却至共晶温度时的液体收缩、共晶凝固过程中石墨球沉淀引起的体积膨胀、铁液凝固后冷却过程中的体积收缩。



球墨铸铁棒球墨铸铁型材在浇筑过程中都有哪些事项需要注意以及需要对哪些情况作出准备的判断呢?
一、球墨铸铁液浇注铸型后,浇口杯向下凹陷,表面非常光滑,表明球化良好的浇口杯上部结有硬壳,凹陷,铁液温度低。
二、在浇注过程中,砂型表面飞溅的圆形扁铁豆部分有麻点(凹坑),说明球化良好。
观察铁液的凝固状况,球化处理结束后,取出少量铁液,注入φ30mm圆柱形金属型,观察凝固期间铁液从表面流出的现象,根据流出的铁液数量判断铁液的球化状况。球化良好的铁液,固期间表现出很大的石墨膨胀力,铁液表面在凝固开始时有些下降,表面结壳后即有少量铁液由表壳涌出;而球化不良的铁液表面涌出数量较少。



球墨铸铁型材已经在多个领域发挥作用,下面就给大家意义具体介绍一下:
工业领域:可以制成圆型,方形和多边形状,还可以根据客户需要做成***接近实际零件外形的界面。
流体动力领域:集成块、阀、执行机构和油缸。
气动领域:泵和压缩机原件。
汽车和商用车辆领域:发动机制造(柴油机和汽油机),传递动力齿轮等。
油,汽车和石化工业领域:钻杆活塞,钻头,套和导杆。
钢铁厂和设备领域:输送和导向辊,钢管矫正辊。
通用工业领域:机床道具生产,模具和工具的制造
以上就是铸铁型材给大家介绍的关于球墨铸铁型材的应用领域


