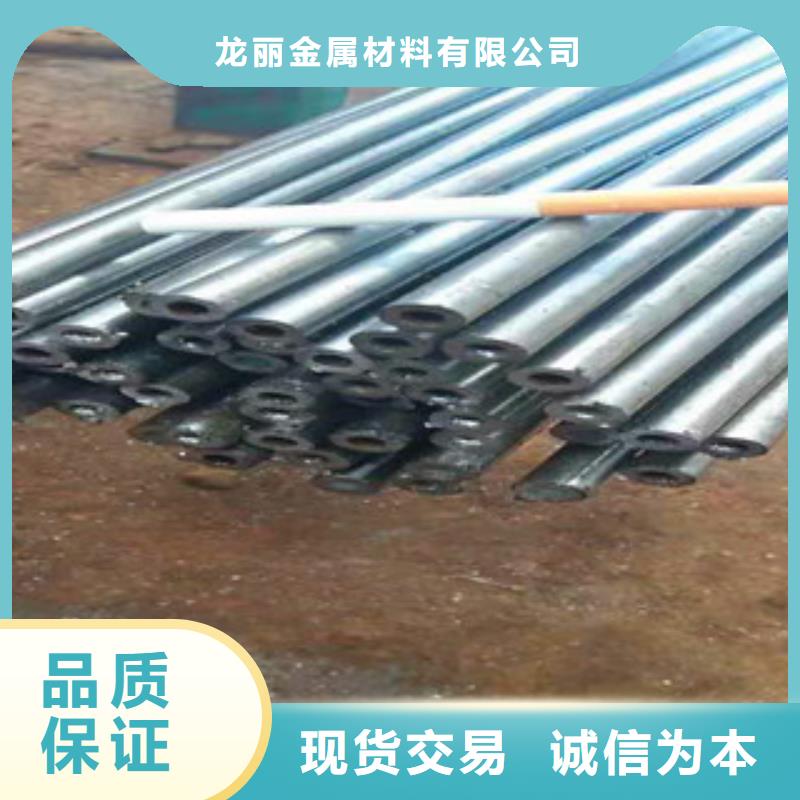



精密钢管的生产方法:
管材的生产方法有热轧(见热轧无缝管)、热挤压(见管材挤压)、焊接以及冷加工(见管材冷轧冷拔)等。无缝精密钢管大都由热轧生产,有色金属管和低塑性高合金精密钢管主要用热挤压法生产。热轧无缝管的主要工序有管坯准备(包括切断和清理缺陷)、定心、管坯穿孔、毛管轧制、荒管精轧等。石油地质管还要经过管端加工工序。在管坯穿孔工序中,由于穿孔方法的不同,穿孔分斜轧穿孔(见二辊斜轧穿孔和三辊斜轧穿孔)、菌式穿孔机穿孔、压力穿孔和推轧穿孔等。穿孔后的毛管按轧管方法的不同分自动轧管机轧管、管材斜轧延伸、周期式轧管机轧管、连续轧管机轧管和顶管。荒管通过精轧得到各种热轧成品管。精轧的方式包括管材均整、管材定径、管材减径和管材热扩径等。


精密钢管的使用介绍:
美国、英国、法国、意大利、瑞典和澳大利亚所进行的研究工作已经确定了这些区域对各种精密钢管耐大气腐蚀的影响。有关内容在NiIDI出版的《建筑师便览》中作了简单介绍,该书中的表可以帮助设计人员为各种区域选择成本效益 的精密钢管。
在进行选择时,重要的是确定是否还有当地的因素影响使用现场环境。例如,精密钢管用在工厂烟囱的下方,用在空调排气挡板附近或废钢场附近,会存在非一般的条件。
维修及清理
和其它曝露于大气中的材料一样,精密钢管也会脏。今后的讲座将分析影响维修及清理成本的设计因素。但是,在雨水冲刷,人工冲洗和已脏表面之间还存在着一种相互关系。
通过把相同的板条直接放在大气中和放在有棚的地方确定了雨水冲刷的效果。人工冲洗的效果是通过人工用海绵沾上肥皂水每隔六个月擦洗每块板条的右边来确定的。结果发现,与放在有棚的地方和不被冲洗的地方的板条相比,通过雨水冲刷和人工擦洗去除表面的灰尘和淤积对表面情况有良好的作用。而且还发现,表面加工的状况也有影响,表面平滑的板条比表面粗糙的板条效果要好。
因此洗刷的间隔时间受多种因素影响,主要的影响因素是所要求的审美标准。虽然许多精密钢管幕墙仅仅是在擦玻璃时才进行冲洗,但是,一般来讲,用于外部的精密钢管每年洗刷两次。
典型用途



精密钢管介绍:
目前,全世界生产精密钢管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。2000年,无缝管全国表观消费量为418.0万吨,其中国内供应量的382.1万吨,占国内总需求的91.4%。进口为35.9万吨,占国内总需求的8.59%。同年石油管消费量大约为91万吨。进口约25.2万吨。进口管占国内总消费量的大约70%,其中进口管占国内总消费量的27.69%,石油管进口量约占无缝精密钢管总进口量的大约70%。从日本进口的石油管占总进口量一半以上。中国 的石油套管生产基地——天津精密钢管公司2000年的精密钢管产品出来为52.20万吨,其中石油套管产量为36.41万吨。套管占全国石油产量的一半以上。在产量和销售量上都占中国套管市场的 位。



龙丽金属材料有限公司深入了解您的每一个需求,为您提供适合全套的 海南海口精拔管方案设计,致力于您的 海南海口精拔管使用感受。



精密钢管均整
在斜轧(均整)机上轧制由自动轧管机轧出的管子,以壁厚不均以及研磨精密钢管内外表面的工序。均整机为二辊或三辊式斜轧机,使用固定顶头。三辊均整机的优点是,轧制时可取较大的减壁量,产量高,轧出的管子尺寸精度较高。一般管材均整后直径有些增加,壁厚略减小,长度稍有缩短,当管壁压缩量较大时则长度增加。二辊均整机的变形过程如图所示。整个变形区分为4个区。I为减径区,该区一般很短。Ⅱ为管壁压下(扩径)区,由于均整机顶头略大于来料的内径,在该区管材首先和顶头圆弧部分相接触,然后随着金属进入变形区,在顶头的圆弧部分与轧辊之间压缩管壁;到顶头的圆柱部分时虽然顶头母线和轧辊圆柱段母线相平行,但由于轧辊轴线倾斜于轧制轴线,因而顶头与轧辊间的间隙是逐渐减小的(到交叉点为止),因而在这区段内管壁仍受量压下。Ⅲ为展轧区。在该区中展轧管壁,以改善内外表面质量。Ⅳ区为管材转圆区。

