




桥梁护栏清理常见问题有什么?
清理时,必须考虑到桥梁护栏的渗透性,由于从道路內部园林景观的视角看来,车里驾驶员所见到的是持续挪动的园林景观,包含桥梁护栏的样子和颜色,而不是细节方面的构造,那麼就规定桥梁护栏具备优良的渗透性,便于与周边的风景相融洽。
清理桥梁护栏要选用和人有感染力的设计方案和原材料,对将会与车子或非机动车触碰的一部分要妥善处置,防止对人导致损害。此外,桥梁护栏清理要减少弯曲刚度桥梁护栏的优越感,根据选用组合型桥梁护栏,栽种藤类绿色植物,来遮住砼墙和减少砼桥梁护栏表层的色度等对策,那麼就可以减少刚度桥梁护栏对驾驶导致的压迫感。
1、自然因素。桥梁护栏、路面护栏按置在大马路正中间,時刻承担着不一样的气温危害,护栏的表层展现了不一样水平的毁坏与空气氧化锈蚀。当护栏出現了锈蚀状况,会让护栏被氧化的速率加速,让护栏的使用期大幅的降低。
2、人为失误。车子擦遇上护栏时,因为锌钢护栏护栏有优良的抗撞特性和消化吸收动能的功效,既不容易随便就被碰坏,针对往日的车子及其非机动车也是有一定的维护功效。当地面检修或其他缘故必须并通时,可比较简单的把接口处的每组护栏立杆拔出来挪走,开拓通道,有利于机动车行驶。


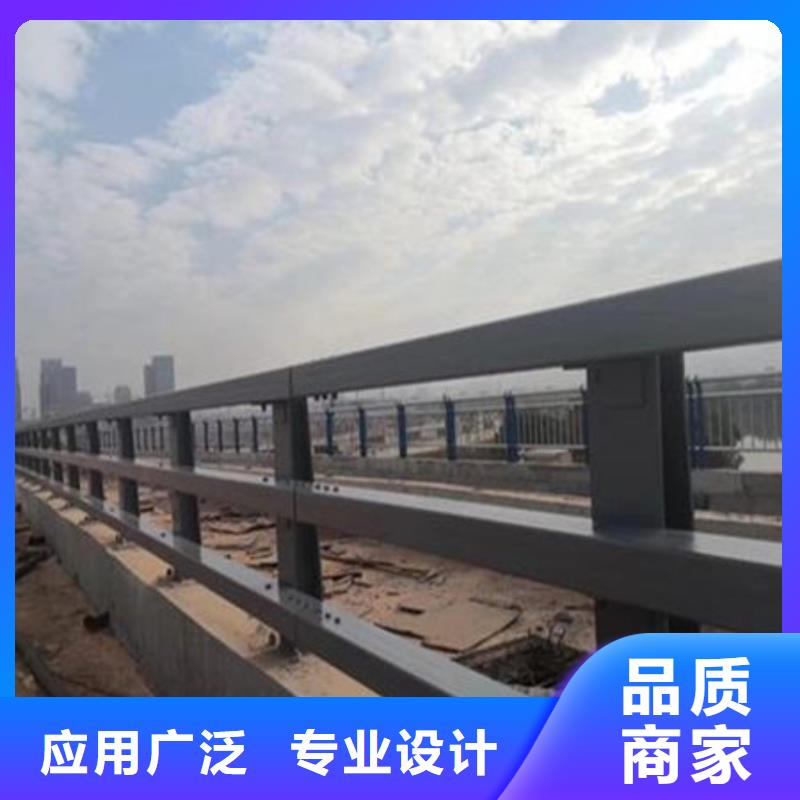
不锈钢复合管护栏介绍
不锈钢复合管护栏布局一般分为主杆和立柱,主管的壁厚按照 的标准是1.2mm,不锈钢复合管护栏在日子中常常见到,比如楼梯不锈钢复合管护栏、阳台不锈钢复合管护栏、桥梁不锈钢复合管护栏等等。不锈钢复合管护栏有许多利益,因而得到了大范围的遍及。日子中常常见到的不锈钢复合管护栏有楼梯不锈钢复合管护栏,阳台不锈钢复合管护栏是不锈钢的也比较多;桥梁不锈钢复合管护栏大多数都仍是水泥或许大理石的,不锈钢桥梁不锈钢复合管护栏还比较少。
不锈钢复合管护栏价格是据原料和标准决议的,含铬3.0的不锈钢圆管,标准分为63×1.5mm,51×1.5mm,25×1.0mm,38×1.5mm的不锈钢复合管护栏,各地物价水平不同略有差异。我们可在当地市场详细询问。



不锈钢复合管护栏用途是比较广泛的,使用的领域都是比较广泛的,一般的话我们在进行观看不锈钢复合管护栏的时候会看到它是很有光泽的,这就是因为不锈钢复合管护栏通过抛光来进行实现的。不锈钢复合管护栏常见的主要的抛光的方式有哪些呢?主要是通过常见的这样的几种方式来进行决定的:
1. 电化学抛光
其利益是镜面光泽坚持长,技能安稳,污染少,成本低,防腐性好. 其缺点是防污染性高,加工设备一次性出资大,凌乱件要工装,辅佐电极,大量生产还需求降温设备. 比较适合批量生产,首要应用于产品,出口产品,其加工技能安稳,操作简略。
2. 化学抛光.
其利益是加工设备出资少,凌乱件能抛,速度快,效率高,防腐性好. 其缺点是光亮度差,有气体溢出,需求通风设备,加温困难. 适宜加工小批量凌乱件及小零件光亮度请求不高的产品.
3. 机械抛光.
不锈钢复合管护栏所用的常见的办法。其利益是加工后零件的整平性好,光亮度高. 其缺点是劳动强度大,污染严峻,而且凌乱零件无法加工,而且其光泽不能共同,光泽坚持时刻不长,发闷,生锈. 比较适宜加工简略件,中,小产品. 对一般不锈钢扶手而言,机械辅佐,手艺打磨抛光即可。



华尔新材料科技有限公司位于凤凰工业园,公司主营产品 广东揭阳护栏,我们拥有一支引领技术潮流的工作人员,一批高素质的管理人员。规模化的企业营销、高质的配送及仓储,得到广大客户的认可与信赖,从而形成了高速的资源服务网络,实现可双赢的价值。 目前,我公司正如稚鹰展翅,本着“质量di yi、信誉di yi、顾客di yi”的宗旨,竭诚为阁下提供优质的产品和满意的服务!



细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。



