
产品详细介绍
以下是:【PE燃气管_PE塑钢缠绕管质量好】的产品参数
导读 【PE燃气管_PE塑钢缠绕管质量好】,润星电力管材有限公司为您提供【PE燃气管_PE塑钢缠绕管质量好】,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,请联系润星电力管材有限公司,发货地:聊城塑料管材产业园发货到江苏省 南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市。 江苏省 江苏省建省始于清代初年,取江宁府、苏州府两府之首字而得名。江苏是中华民族和中华文明的重要发祥地,拥有“吴文化”“金陵文化”“淮扬文化”“楚汉文化”等多元文化及地域特征,共拥有13座历史文化名城。江苏跨江滨海,湖泊众多,地势平坦,地貌由平原、水域、低山丘陵构成;东临黄海,地跨长江、淮河两大水系。江苏地理上跨越南北,气候、植被同时具有南方和北方的特征。
想要深入了解【PE燃气管_PE塑钢缠绕管质量好】产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:【PE燃气管_PE塑钢缠绕管质量好】的图文介绍
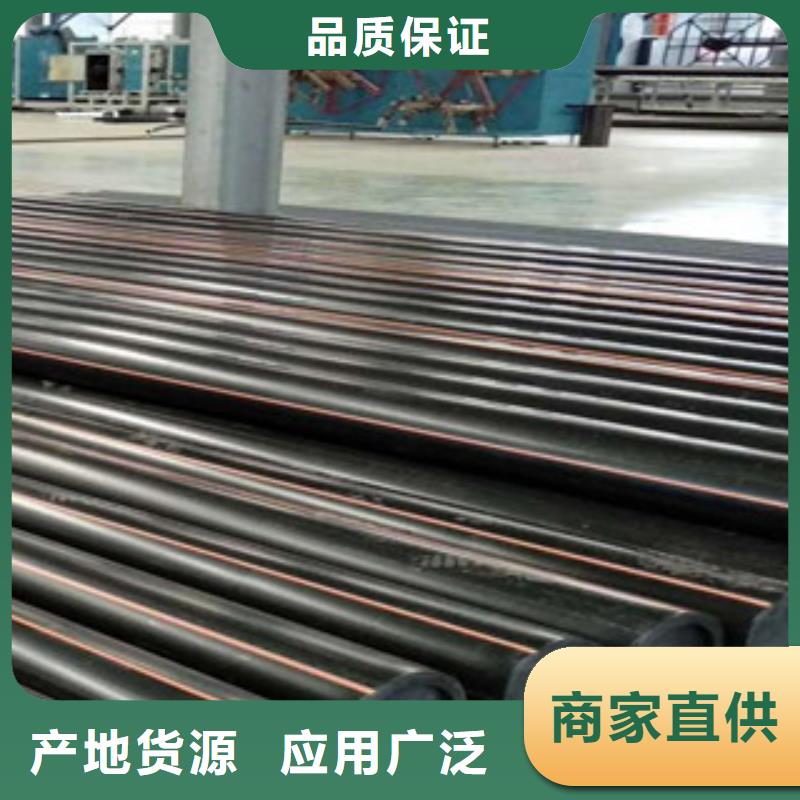
产品细节图

在燃气输配设计中,城市燃气管道有钢管、铸铁管等多种。但随着时间的推移,金属管材耐腐蚀性差、成本高、运输安装不便的缺点逐渐显露出来,于是人们已把眼光投向了塑料管材。聚乙烯管(以下简称PE管)是新一代的PE燃气管厂家,它是以聚乙烯为主要原料,经挤压成型的管材,它与传统的金属管相比,具有耐腐蚀;重量轻,密度仅是钢材的l/8;使用寿命长,可达到50年;强度高、韧性好,可经受地层变化而不断裂;施工简便等优点,是燃气管道更新换代的新产品。
PE管在国外已有几十年的使用历史, 世界上经济发达 从上世纪40年代末已开始研究PE管,并应用在燃气工程中;从60年代起相继在燃气输配系统中应用PE管;且使用比例逐步扩大。目前,国际上欧、美、日等发达 和地区已全部采用PE燃气管厂家。1988年在慕尼黑的国际煤联(IGU)输配委员会会议上一致认为:“采PE燃气管为原料的埋地燃气管道质量可靠、运行、维护简便、费用经济”。
PE燃气管关于在生产过程中的执行 标准有以下息:在全国塑料制品标准化技术委员会塑料管材、管件及阀门分技术委员会(TC48/SC3)的组织下,新版GB15558.1《聚乙烯PE燃气管材》 标准已修订完成。2015年12月31日 标准委在第43号公告中正式发布,并将在2017年1月1日正式实施。
相对于现行版本GB 15558.1-2003,主要技术变化如下:增加了管材类型,由原来单一实壁管材增加至两种类型管材(单层实壁管材和管材外壁包覆可剥离热塑性防护层管材)。明确了混配料的定义,增加了混配料的颜色要求,增加了混配料颜色要求。聚乙烯(PE)混配料的颜色应为黑色(PE80或PE 100)、黄色(PE80)或橙色(PE 100)。
修改了混配料与管材的相关性能要求,具体包括:(1)增加了混配料的80℃长期静液压强度曲线不允许在5000h前出现拐点的要求。(2)炭黑分散/颜料分散增加了外观级别的要求。(3)以管材形式测定的混配料性能增加了耐候性要求,耐慢速裂纹增长性能要求由165h提高至500h。(4)增加了混配料的熔接兼容性要求,增加了聚乙烯(PE)混配料的改变要求。(5)修改了回用料要求,允许少量使用来自本厂的同一牌号的生产同种产品的清洁回用料。规格尺寸要求中 平均外径删去等级A,SDR系列删去了SDR 17.6系列,增加了SDR17、SDR 21、SDR 26系列,修改了小口径管材小壁厚要求。管材力学性能中静液压强度(20℃,100 h)试验参数PE100 环应力由12.4MPa 改为12.0MPa,删去耐候性要求,耐慢速裂纹增长(切口试验)的性能要求由165h 提高至不小于500 h,增加了耐慢速裂纹增长的锥体试验,增加了压缩复原要求,增加了对接熔接接头的系统适用性要。
PE管在国外已有几十年的使用历史, 世界上经济发达 从上世纪40年代末已开始研究PE管,并应用在燃气工程中;从60年代起相继在燃气输配系统中应用PE管;且使用比例逐步扩大。目前,国际上欧、美、日等发达 和地区已全部采用PE燃气管厂家。1988年在慕尼黑的国际煤联(IGU)输配委员会会议上一致认为:“采PE燃气管为原料的埋地燃气管道质量可靠、运行、维护简便、费用经济”。
PE燃气管关于在生产过程中的执行 标准有以下息:在全国塑料制品标准化技术委员会塑料管材、管件及阀门分技术委员会(TC48/SC3)的组织下,新版GB15558.1《聚乙烯PE燃气管材》 标准已修订完成。2015年12月31日 标准委在第43号公告中正式发布,并将在2017年1月1日正式实施。
相对于现行版本GB 15558.1-2003,主要技术变化如下:增加了管材类型,由原来单一实壁管材增加至两种类型管材(单层实壁管材和管材外壁包覆可剥离热塑性防护层管材)。明确了混配料的定义,增加了混配料的颜色要求,增加了混配料颜色要求。聚乙烯(PE)混配料的颜色应为黑色(PE80或PE 100)、黄色(PE80)或橙色(PE 100)。
修改了混配料与管材的相关性能要求,具体包括:(1)增加了混配料的80℃长期静液压强度曲线不允许在5000h前出现拐点的要求。(2)炭黑分散/颜料分散增加了外观级别的要求。(3)以管材形式测定的混配料性能增加了耐候性要求,耐慢速裂纹增长性能要求由165h提高至500h。(4)增加了混配料的熔接兼容性要求,增加了聚乙烯(PE)混配料的改变要求。(5)修改了回用料要求,允许少量使用来自本厂的同一牌号的生产同种产品的清洁回用料。规格尺寸要求中 平均外径删去等级A,SDR系列删去了SDR 17.6系列,增加了SDR17、SDR 21、SDR 26系列,修改了小口径管材小壁厚要求。管材力学性能中静液压强度(20℃,100 h)试验参数PE100 环应力由12.4MPa 改为12.0MPa,删去耐候性要求,耐慢速裂纹增长(切口试验)的性能要求由165h 提高至不小于500 h,增加了耐慢速裂纹增长的锥体试验,增加了压缩复原要求,增加了对接熔接接头的系统适用性要。


PE管的法兰连接,将相同压力等级的活套钢法兰片套在管道上,塑料法兰头和管材的连接可采用电熔连接和热熔连接。连接管材长度应,当紧固螺栓时,不应使管道产生轴向拉力,校直两对应的连接件,使连接的两片钢法兰片垂直于管道轴线,表面相互平行。PE管道接口处密封圈,采用耐热、、耐老化的弹性垫圈,应使用相同规格的螺栓,安装方向一致。螺栓应对称紧固,紧固好的螺栓应露出螺母之外,宜齐平,法兰连接部位应设置支、吊架。
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。



公司实力

润星电力管材有限公司位于塑料管材产业园,地理位置优越,交通十分便利,我公司是一家集生产、销售为一体的大型企业,主要生产 江苏电力管。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区,产品深得用户依赖。


总结 在江苏省采购【PE燃气管_PE塑钢缠绕管质量好】请认准润星电力管材有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-15006359263,QQ:292543758,地址:塑料管材产业园)。