





辰铭灯光护栏-诚信立足的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:辰铭灯光护栏-诚信立足的图文介绍


不锈钢复合管护栏卫生性能好,可输送净水市场部 由于不锈钢管在使用过程中不受流体腐蚀,不锈钢管本体无杂质进入流体,经检测,其各项卫生指标均优于“GB/T17219生活饮用水输配水设备及防护材料的性评价标准”,各种金属元素如铁、锰、铜、锌、镉、铅、银、氯仿、四氯化碳、苯并等在高灵敏度的检测设备中检测的含量,测定布氏硬度较准确可靠,远低于规定值,获得卫生许可批件。
因内衬不锈钢复合钢管配以不锈钢螺纹管件、不锈钢法兰、不锈钢焊接管件,重量交货状态: 实际重量-交货时,不锈钢复合管护栏流体和外层钢管不接触,流体只接触不锈钢,不锈钢复合管护栏故内衬不锈钢复合钢管可以代替纯不锈钢管用来输送饮用净水。外覆层防腐可靠应用流程 外覆防腐层可按“GB/T3091低压流体输送用焊接钢管”规定做成热镀锌层,镀锌层厚度为0.072毫米。也可按“SY/T4013-1995埋地钢质管道聚乙烯防腐层技术标准”规定做成聚乙烯防腐层,防腐层厚度可达0.5-2.5毫米。
因内衬不锈钢复合钢管配以不锈钢螺纹管件、不锈钢法兰、不锈钢焊接管件,重量交货状态: 实际重量-交货时,不锈钢复合管护栏流体和外层钢管不接触,流体只接触不锈钢,不锈钢复合管护栏故内衬不锈钢复合钢管可以代替纯不锈钢管用来输送饮用净水。外覆层防腐可靠应用流程 外覆防腐层可按“GB/T3091低压流体输送用焊接钢管”规定做成热镀锌层,镀锌层厚度为0.072毫米。也可按“SY/T4013-1995埋地钢质管道聚乙烯防腐层技术标准”规定做成聚乙烯防腐层,防腐层厚度可达0.5-2.5毫米。



辰铭金属制品有限公司是一家专业化从事 吕梁交城景观护栏产品生产的企业,公司坐落于吕梁交城地理位置优越。常年以规格齐全、价格优惠、交通方便、24小时发货为经营方针;以信守合同、客户至上为宗旨,广开渠道向客户提供良好的服务,使您能得到满意 吕梁交城景观护栏。



桥梁护栏的运用量和技能要求就越来越高,这也就要求桥梁护栏厂家需求研制新的制造工艺以确保跨桥梁护栏的质量及运用寿命。下面为您介绍一下桥梁护栏的生产工艺!
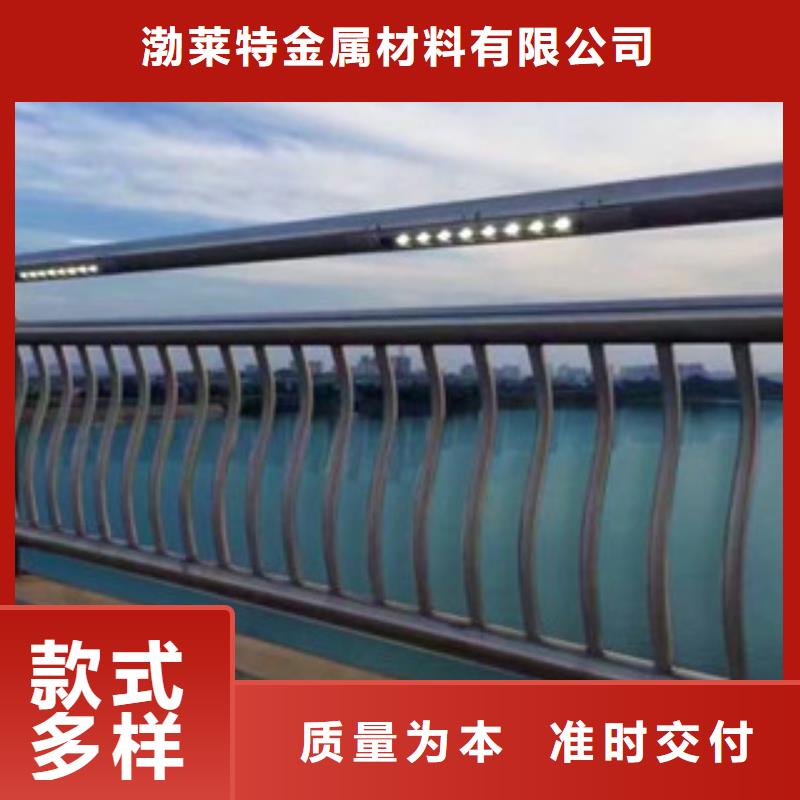
桥梁护栏是指设置于桥梁上的护栏,意图是为了避免失控车辆越出桥外,具有使车辆不能打破、下穿、翻越桥梁以及美化桥梁修建的功用。小编接下来就说一下桥梁护栏新的制造工艺!首先是基材浇注 :立柱、横梁、栏片和柱帽的浇注成型,基材合作比由实验室实验断定。
1、人行道或带外侧的桥梁护栏高度不应小于1.10m。栏杆构件间的 净间距不得大于140mm,切不宜采用横线条栏杆。栏杆结构设计必须可靠,栏杆底座应设置锚筋,其强度应满足 规范要求。
2、桥梁护栏强度应满足:车辆以80KM/H的速度,与栏杆成15°角发生碰撞,不落河。
3、桥梁护栏造型、色调与周围环境协调,对重要桥梁宜作景观设计。
4、当桥梁跨越快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面人行道栏杆上应加设护网,护网高度不应小于2m,护网长度宜为下穿道路的宽度并各向路外延长10m。
5、作用在桥上人行道栏杆扶手上竖向荷载应为1.2KM/m;水平向外荷载应为2.5KM/m。两者应分别计算。
桥梁护栏是指设置于桥梁上的护栏,意图是为了避免失控车辆越出桥外,具有使车辆不能打破、下穿、翻越桥梁以及美化桥梁修建的功用。小编接下来就说一下桥梁护栏新的制造工艺!首先是基材浇注 :立柱、横梁、栏片和柱帽的浇注成型,基材合作比由实验室实验断定。
1、人行道或带外侧的桥梁护栏高度不应小于1.10m。栏杆构件间的 净间距不得大于140mm,切不宜采用横线条栏杆。栏杆结构设计必须可靠,栏杆底座应设置锚筋,其强度应满足 规范要求。
2、桥梁护栏强度应满足:车辆以80KM/H的速度,与栏杆成15°角发生碰撞,不落河。
3、桥梁护栏造型、色调与周围环境协调,对重要桥梁宜作景观设计。
4、当桥梁跨越快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面人行道栏杆上应加设护网,护网高度不应小于2m,护网长度宜为下穿道路的宽度并各向路外延长10m。
5、作用在桥上人行道栏杆扶手上竖向荷载应为1.2KM/m;水平向外荷载应为2.5KM/m。两者应分别计算。



不锈钢复合管连铸连轧生产方法技术,属于冶金领域不同金属无缝复合管生产工艺中一种近终型连铸连轧技术。
该发明的重要侧重点在于采用两台并列安装的立式空心管坯连铸机,直接铸出不锈钢复合空心管坯,然后将高温管坯切成定尺及时放入斜底保温炉进行均热和温度调整,然后将管坯取出送入三辊行星斜轧机进行延伸初轧,随后将初轧荒管送进张力减径机、定径机精轧出成品管,成品管经过冷却、矫直、定尺、平头和精密检验后包装入库,整个生产过程是在线连续的。
采用该方法既能生产不锈钢单面无缝复合管,还可以生产双面复合管,而且省去了传统工艺中实心坯穿孔工序和两次坯料加热,并实现了无缝复合钢管生产的近终型连铸连轧,这不仅缩短生产流程、减少设备投入、节约了能源,还提高了轧机生产效率和钢管轧制质量。
该发明的重要侧重点在于采用两台并列安装的立式空心管坯连铸机,直接铸出不锈钢复合空心管坯,然后将高温管坯切成定尺及时放入斜底保温炉进行均热和温度调整,然后将管坯取出送入三辊行星斜轧机进行延伸初轧,随后将初轧荒管送进张力减径机、定径机精轧出成品管,成品管经过冷却、矫直、定尺、平头和精密检验后包装入库,整个生产过程是在线连续的。
采用该方法既能生产不锈钢单面无缝复合管,还可以生产双面复合管,而且省去了传统工艺中实心坯穿孔工序和两次坯料加热,并实现了无缝复合钢管生产的近终型连铸连轧,这不仅缩短生产流程、减少设备投入、节约了能源,还提高了轧机生产效率和钢管轧制质量。

