以下是:【图】注塑产品尺寸大小调试技巧厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 7天内 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 塑料 |
|---|
| 产品品牌 | 铭诺 |
|---|
| 发货城市 | 河北衡水 |
|---|
| 产品产地 | 河北衡水 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 定制 |
|---|
| 质保时间 | 180天 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 合格 |
|---|
以下是:【图】注塑产品尺寸大小调试技巧厂家的图文视频
选购【图】注塑产品尺寸大小调试技巧厂家来常州市新北区找铭诺橡塑制品有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:杜鑫鑫-18631871991,{QQ:3265414165},地址:[衡水景县景龙路南、杜桥镇草厂村西北发货到江苏省 常州市 新北区、天宁区、钟楼区、戚墅堰区、武进区、溧阳市、金坛区]。 江苏省,常州市,新北区 新北区,隶属江苏省常州市;地处常州市北部,北濒长江,与泰州市隔江相望,东与无锡市江阴市相邻,西与镇江市扬中市、丹阳市接壤,南接天宁区、钟楼区,总面积508.91平方千米。2021年,新北区常住人口89.5万人,户籍人口63.0万人。少数民族主要有回族、维吾尔族、土家族、壮族、满族、苗族、朝鲜族、侗族等,截至2020年,新北区下辖5个街道、5个镇,区政府驻崇信路8号。
不要错过这部精心制作的【图】注塑产品尺寸大小调试技巧厂家产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:【图】注塑产品尺寸大小调试技巧厂家的图文介绍

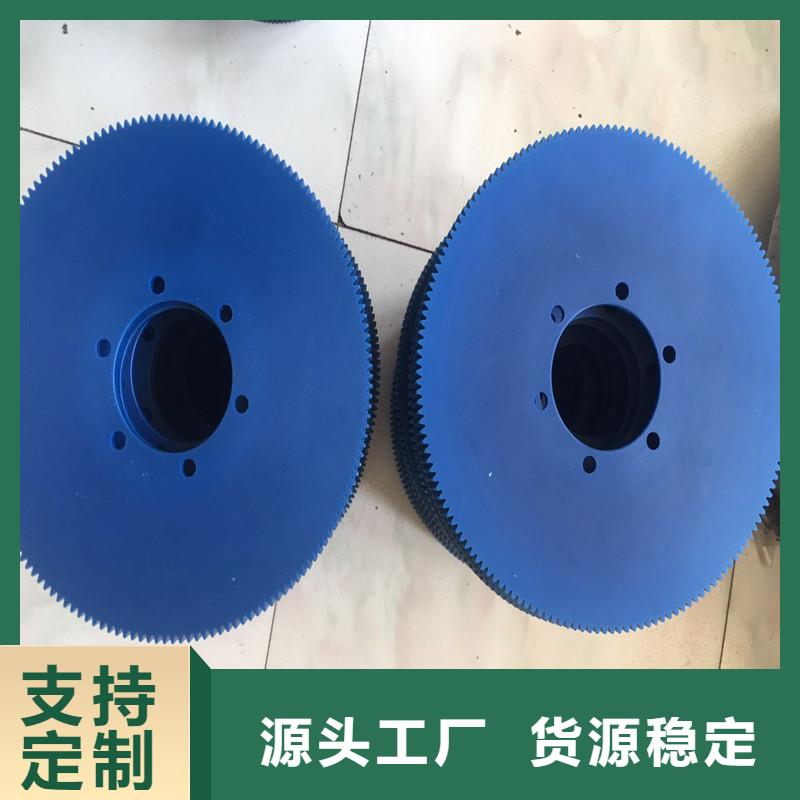
常州新北注塑产品 产生网状龟裂的原因 1-1 残余应力(过充) 1-2脱模时的力 1-3过大的载荷 、相关联的知识241 龟裂同裂纹看起来很像,但本质上是差异的两种意思,即龟裂不是象空除样的缺陷,因加上的应力在平行方向排列的高分子自身,因而如对其加热,就能返回没有龟裂的状态,用这种方法就能够区分出网壮龟裂和裂纹。2-2高冲击聚乙烯耐冲击性强,聚苯乙烯中分散的像胶粒子成为应力集中点,多数发生了微细的龟裂,这是因为吸收了变形能量。ABS 因非常地细微,龟裂也非常微细,耐冲击更优越。 23鱼势白然地成为势红是不可能的,但同时,因鱼势部的察度只有其他部的 50%60%,就是说有非学微织的间混在里面应老虑到如何加了非常大的力时,这个空隙有扩大的趋向而成为间隙。 2-4 网状龟裂同所谓白化是同一现象.在透明材料中因那能看见条状发光,通常把这称为网状龟裂


常州新北注塑产品 三.解决方法: 3-1即时:下降射出压力 3-2 短期:提高模具型腔光洁度 3-3长期:脱模斜度要足够,脱模销要布置得非常平衡。 四。由于材料得差异 4-1GP 聚苯乙烯得网状龟得长度达到 1~2mm 得 数很少,HIPS 我们观察到非常小的白化现象。 五. 考事项 5-1网状龟裂同裂纹可用墨水涂布后区分出。 、制品白化的方法 产生白化的原因 1-1 脱模时的力(脱模不良) 1-2 过大的负荷 相关的知识 2-1 同上一节网状龟裂同样的原因 2-2由于脱模不良造成脱模销对制品施加过大的力造成白化现象的常见 23 白化指应力白色化,从图上应力属服曲线同裂纹白色化的过程知见,的确要化费能量。白色化后只要加少许的能量就会发生裂纹



铭诺橡塑制品有限公司处于景县景龙路南、杜桥镇草厂村西北,是一家集研发、设计、生产、销售为一体的公司。主营产品 常州新北尼龙套厂家,公司拥有一批的、从事本行业多年的科研开发人才及高素质的专业制造人才,依靠“开拓、创新、务实、科学”的设计理念,严格的生产工艺,优质的售后服务,赢得广大用户的一致赞誉和信赖。公司成立以来,以“客户满意就是我们荣誉”的经营理念,不断创新,追求完美,迎合用户及市场需求。



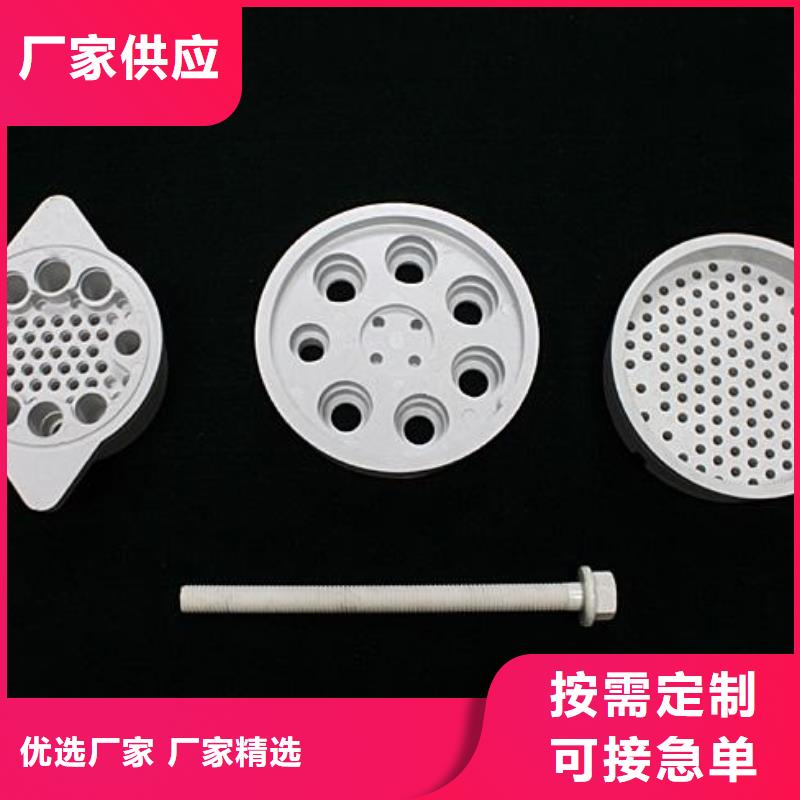
常州新北注塑产品 制品凹痕的方法 产生凹痕的原因 制品各部分厚度不同1-1 模具内在压力不足1-2 模具冷却不充分 由于冷却时间不足而产生的变形1-4 相关联的知识 21 在生产制品过程中,凹痕是不良现象中发生频率 的,注入模具的塑料在冷却时发生体积收缩,早冷却部分即表面首先硬化,内部就会产生气泡,所谓凹痕,就是冷却慢的部分在气泡收缩的方向产生了显眼的凹面。2-2收缩性大的材料也容易产生凹痕。当要改变成型条件来四痕时,应该把设定条件往收缩小的方向设定。即模温、料筒温度降低,射出压力提高,但是应该注意由此可能会引起残余内应力。 23因为凹痕以不显眼为好,所以,如果不影响外观的时候,有故意在模具上加工成腐她的模样,例如纹状、粒状等。还有,如果成型材料是 HIPS时,用降低模温来降低光洁度也有效果。但是这些方法一旦有凹痕发生,想修理磨光制品就有困难。



铭诺橡塑制品有限公司【18631871991】在常州市新北区本地专业从事【图】注塑产品尺寸大小调试技巧厂家,价格低,发货快,效果好 ([城市群])可送货上门。