
联系我们

冷拔六角钢研发厂家
更新时间:2025-02-19 12:19:30 浏览次数:11 公司名称:聊城 鑫泽金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5750/吨 |
| 发货期限 | 3-7 |
| 供货总量 | 7777777 |
| 运费说明 | 运输/需方付费 |
| 最小起订 | 0.1 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 材质齐全 |
| 产品品牌 | 鑫泽 |
| 产品规格 | 规格齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可定制 |
| 产品型号 | 根据需求 |
| 可售卖地 | 全国 |
| 产品重量 | 按需求 |
| 产品颜色 | 油拔,粉拔,精拉 |
| 质保时间 | 按产品尺寸 |
| 外形尺寸 | 根据需求 |
| 适用领域 | 通用领域 |
| 是否进口 | 否 |
| 质量认证 | 根据产品 |
| 产品功率 | 8000 |
| 工作温度 | 1500 |



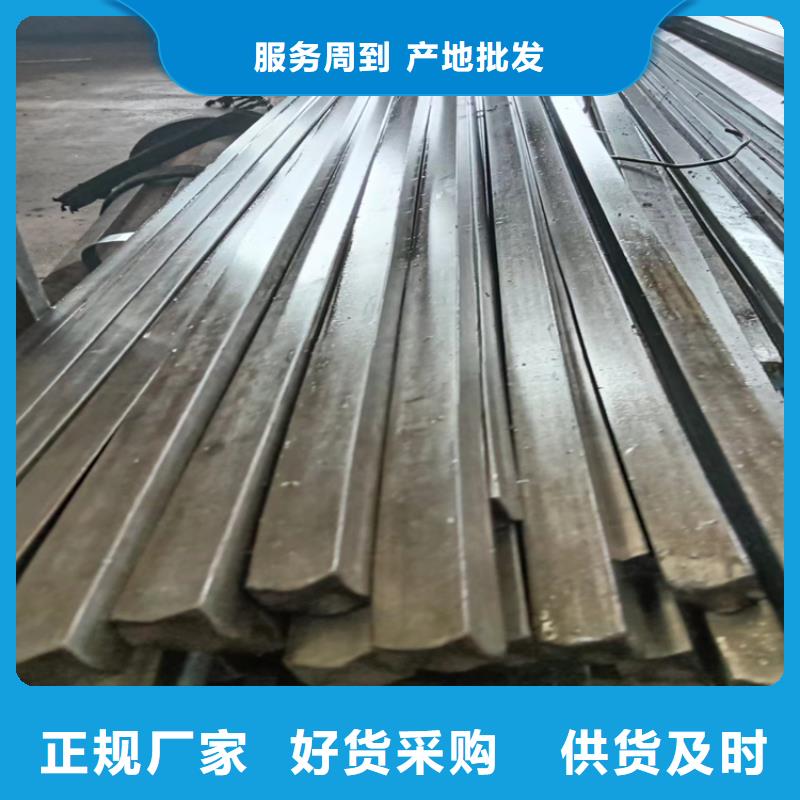
通辽冷拔六角钢研发厂家

冷拔方钢生产厂家报价合理。 冷拔方钢只一个含碳量在0.02到2.04之间的钛合金的统称,只要是钢制材料,防锈性能就特别的重要,在进行冷拔方钢处理的时候一定要注意:入库之后的冷拔方钢要进行检查,一旦发现已经有腐蚀的冷拔方钢,必须对冷拔方钢的腐蚀地方进行。\ 之所以这样做,是因为合理的加快冷拔方钢品质化的,对于企业的发展也是非常重要的,在增强企业实用性能的过程中,要以高品质的工艺生产优势,加快其产品运用的性能实力,扩大其实用价值的表现效果,进一步增强冷拔方钢的优势性能的带动,以可靠的价值运用来增强实际能力的发挥,从而产品的应用效果,带动产品实际运用的实力。退火,是冷拔方钢的内在应力的方法。退火是将钢件加热到高于临界温度,然后放于石灰中进行冷却。经过加速冷拔方钢实用根底才能的体现,要联系商品运用及质量实力的股动,让其在全体功能的不断完善过程中,增强其商品运用及质量功能的提高,杰出其价值运用及功能开展的实力体现,以高质量的运用作用,使其在扩大商品实力的全体提高过程中,推动其功能实力的优势提高,从而以开展商品实力的根底优势,体现出商品功能的完善。

 通辽冷拔六角钢研发厂家
<通辽>鑫泽金属制品有限公司
通辽冷拔六角钢研发厂家
<通辽>鑫泽金属制品有限公司
 通辽冷拔六角钢研发厂家
通辽冷拔六角钢研发厂家

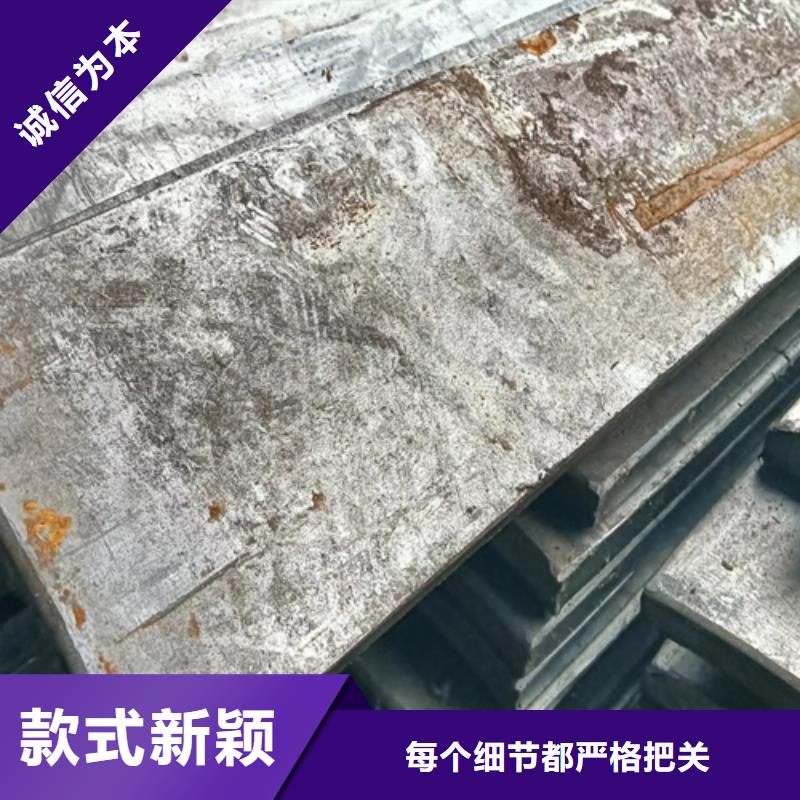
冷拔方钢控制着不同的质量,冷拔方钢的强调对于级钢筋和级钢筋,冷拉后,如果用作预应力钢筋,应采用冷拉应力控制。但钢筋冷拉后发现冷拉率超标,应重新进行机械能实验。当需要用冷拔率来控制钢筋的冷拔时,应通过实验来确定控制值。在冷拔方钢的实验测定过程中,要求在同一炉内同一批次的试件不少于4个,每个试件应根据标准冷拉应力测量相应的冷拉速率,并将试件的平均值作为该炉内该批次钢筋的实际冷拉速率。如果钢筋强度偏高,平均冷拉率低于1%,钢筋冷拉率仍应控制在1%。不同加热批次的冷拉控制都是厚浊左右,无法区分加热批次的钢筋。冷拔时不能用冷拔率来控制,连接的钢筋应冷拔,每根钢筋的冷拔率和控制应力应符合标准规定。生产冷拔方钢厂家需要不断学习和更新先进的设备与工艺,保证所生产的方钢产品性能适应市场需求。冷拔方钢经过检验合格后,按不同的规格、尺寸、钢种以及钢号分别进行码垛、捆扎、标记之后才可人库存放。冷拔方钢冷拔速度控制为了使钢筋充分变形,需要适当控制冷拔速度,一般为0.5~1。一起要求,冷拔方钢冷拉至规定的应力和冷拉速率,然后停止拉两到三次,然后放松钢筋,结束冷拉,给钢筋足够的变形时间。