



球墨铸铁管挤压筒的预热采用内置式的加热元件进行预热(图7-5和图7-6),而对于较小的挤压筒,较多的是采用活动的感应加热器(也有用热坯料)直接放入挤压筒内腔内进行预热。一旦挤压开始挤压筒内衬便处于受热状态,不需要加热,而是需要经常进行冷却。图7-5所示为俄罗斯制造的63MN(6300t)卧式液压挤压机的带预热装置的三层结构挤压筒,图7-6所示为德国制造的带挤压筒测温装置的60MN(6000t)卧式液压挤压机三层结构挤压筒。球墨铸铁管挤压筒预热时,为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,将使预应力降低从而,恶化挤压筒套筒的工作能力。一般对于较大吨位的卧式挤压机。
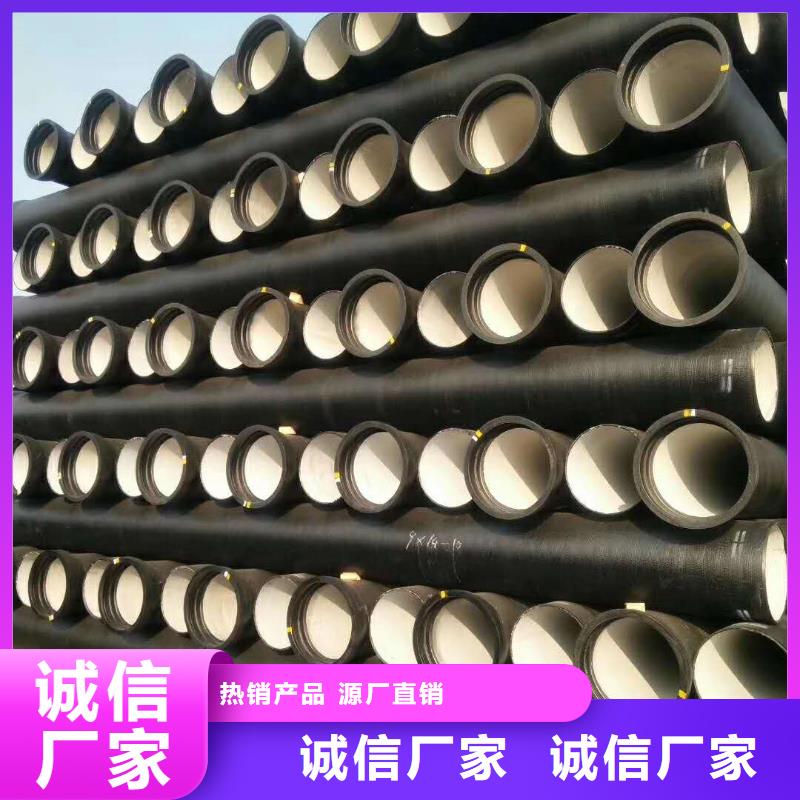
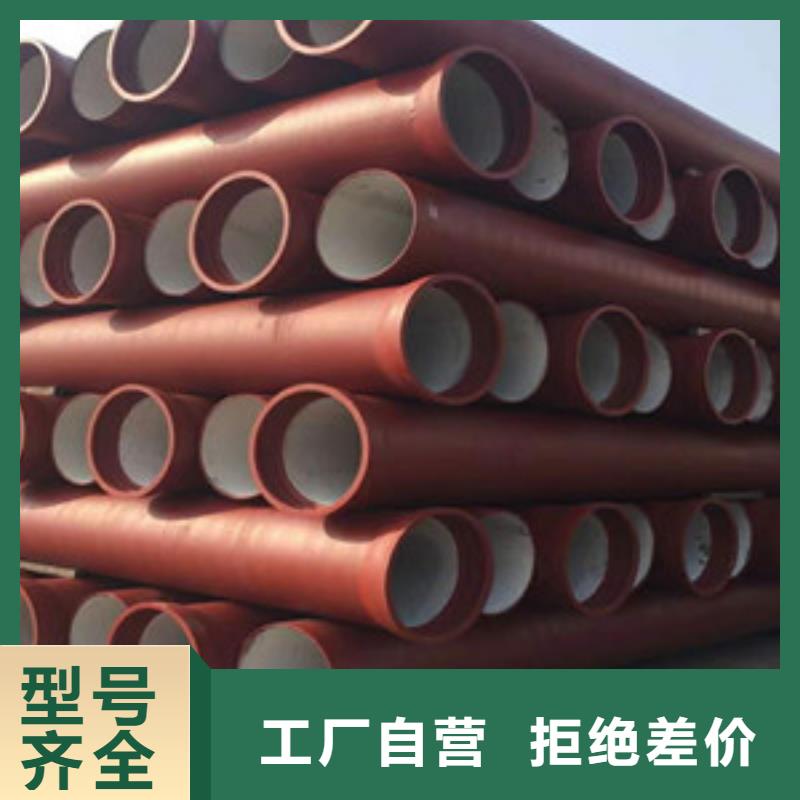
球墨铸铁管的锻造工艺有连续造法和水冷离心锻造法,个中水冷法为当现代艺,球墨铸铁管分娩工作比较细致,高压流体保送用球墨铸铁管(GB/T3092-1993)也称日常焊管,俗称黑管。是用于保送水、煤气、气氛、油和取暖蒸汽等日常较高压力流体和其他用处的球墨铸材的特点是内壁光滑、重量轻、耐腐蚀、防结垢功用好、代价低一级,但缺陷也较多,首要有以下几点:老化、热胀冷缩大,不宜长工夫受日光照射、抗压功用差,球墨铸铁管不合工艺球墨铸铁技艺功与浅显铸铁管对比,不只对峙了浅显铸铁管的抗腐蚀性,而且具有强度高、韧性好、壁薄、重量轻、耐冲击、弯曲功用大、安装便当等,而且在国内也取得了很好的履行运用球墨铸铁管施工欠妥易惹起变形性差,可挠度差,易俗铸铁管的原材料中添加了镁、球墨铸铁管钙等碱土金属或稀有金属锻造而成。
并且在各层套筒之间都带有一定的过盈量,以热装的方式装配而成。采用过盈配合的多层结构挤压筒,使每层套筒的结合面上都具有一定的预应力。由于有预应力的存在,使多层结构的挤压筒在承受挤压产生的热应力作用时,套筒之间的应力分布趋于均匀,从而使挤压筒套筒的材料得到充分的利用;并且还可以提高热挤压时挤压筒承受的单位压力,球墨铸铁管在挤压筒内衬前端的套筒壁上引起强烈的热摩擦,使其产生磨损或裂纹,导致内衬损坏早期的挤压筒采用的都是整体结构,现在这种结构的挤压筒甚至在小吨位的挤压机上都已被淘汰。目前,现代化的大型挤压机上所采用的挤压筒一套筒系统都是由2个、3个或更多的套筒组成的多层结构挤压筒,从而提高挤压筒套筒的使用寿命。
排水管道装置前,有必要铲除内部尘垢和杂物,装置中断或完毕的敞口处,应暂时关闭。查看口和清扫口的设置,查看口高度由地上至查看口中心为 Im答应偏差土20mm查看口朝向检修门。污水管的清扫口与管道相笔直的墙面间隔,不得小于200mm若污水管起点设置堵头替代清扫口,与墙面间隔不得小于400mm.球墨铸铁管件主要用于做什么 以往铸铁管腐蚀漏水基本是手艺铸造管材自身的缺点所造成的,目前全球 经历超过百年使用寿命实践工程查验的排水管材只有铸铁管。排水管道的横管与横管、横管与立管的衔接,应选用45°弯头和 45°斜三通。立管与排立管端部的衔接,宜选用两个45"弯头或弯曲半径不小于4倍管径的90°弯头。