


文字的描绘可能无法完全捕捉钢板石油裂化管来电咨询产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:钢板石油裂化管来电咨询的图文介绍
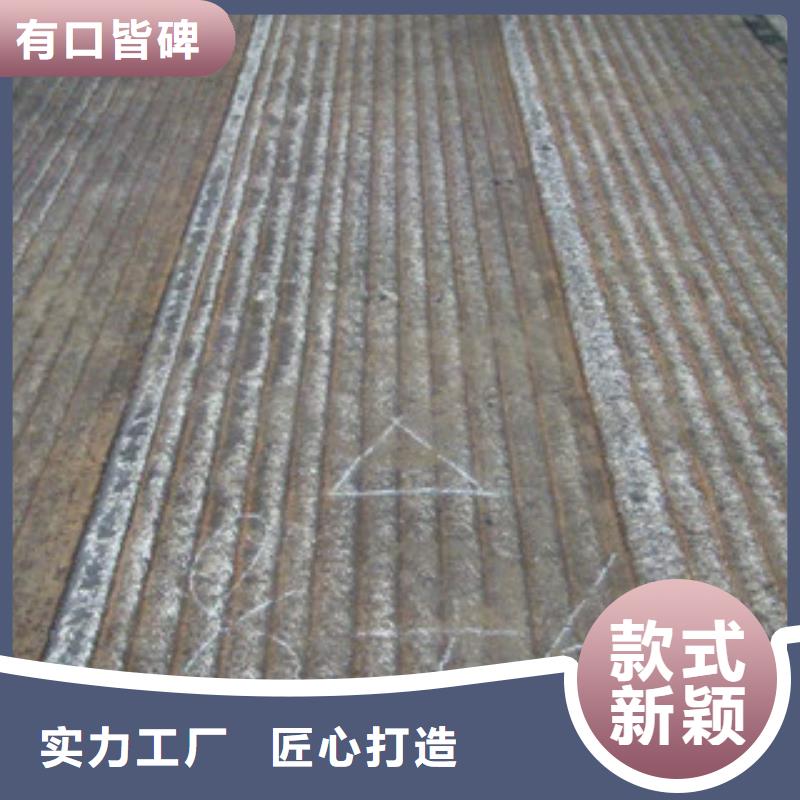
4、必须分析零件服役条件及失效的原因,进而合理地选择堆焊金属层的材料,以便充分发挥堆焊层的功能。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
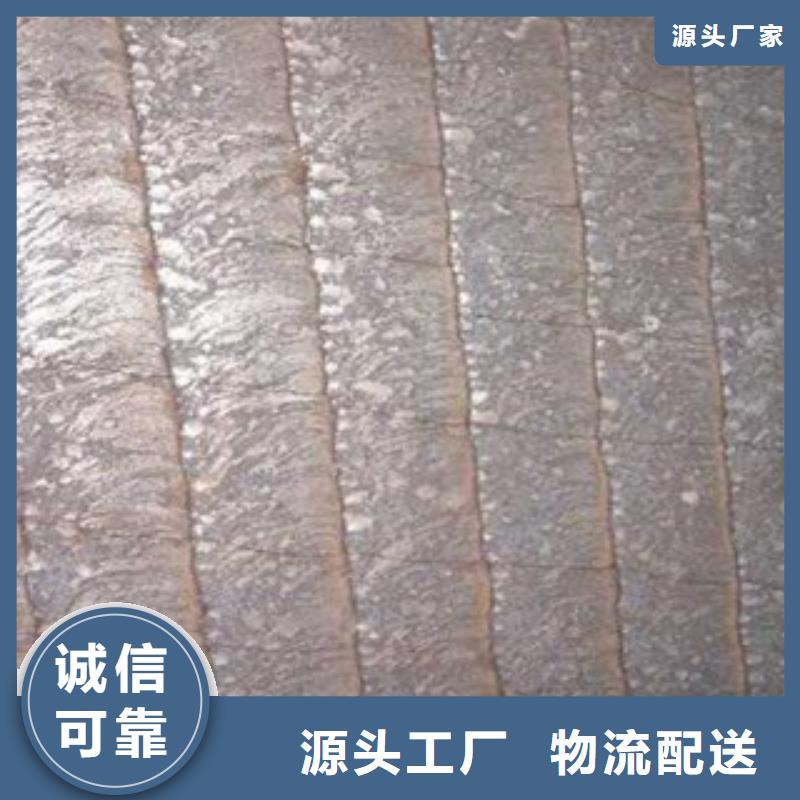
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。



(4)预热和焊后热处理
①预热。因该钢在室温下的韧性很低,很容易在接头处产生裂纹。因此。采用同质焊接材料刚性较大的构件需进行预热,但温度不宜过高,取既能防止过热脆化,又能防止裂纹的 预热温度,一般为150~230℃。母材含铬量越高,板厚拘束度应力越大,预热温度也需适当提高。
②焊后热处理。对要求有耐蚀性的焊接结构,为使其接头组织均匀,提高塑性、韧性和耐蚀性,焊后一般需进行热处理。其温度在750~850℃之间,热处理中应快速通过370~540℃区间,应防475℃脆化,对于σ相析出脆化倾向大的钢种,应避免在550~820℃长期加热。
奥氏体焊接材料焊接时,可不进行预热和焊后热处理。为提高塑性,Cr25Ti、Cr28和Cr28Ti钢焊后也可进行热处理。
①预热。因该钢在室温下的韧性很低,很容易在接头处产生裂纹。因此。采用同质焊接材料刚性较大的构件需进行预热,但温度不宜过高,取既能防止过热脆化,又能防止裂纹的 预热温度,一般为150~230℃。母材含铬量越高,板厚拘束度应力越大,预热温度也需适当提高。
②焊后热处理。对要求有耐蚀性的焊接结构,为使其接头组织均匀,提高塑性、韧性和耐蚀性,焊后一般需进行热处理。其温度在750~850℃之间,热处理中应快速通过370~540℃区间,应防475℃脆化,对于σ相析出脆化倾向大的钢种,应避免在550~820℃长期加热。
奥氏体焊接材料焊接时,可不进行预热和焊后热处理。为提高塑性,Cr25Ti、Cr28和Cr28Ti钢焊后也可进行热处理。



鑫铭万通商贸有限公司是集工程设计、加工制作、安装施工、售后服务于一体的专业化公司。经过数十年的拼搏,公司规模不断扩大, 在多年的【江西宜春喷漆无缝管】从业中积累了丰富的实践经验,荣获多项荣誉,在业内有着良好的声誉。


