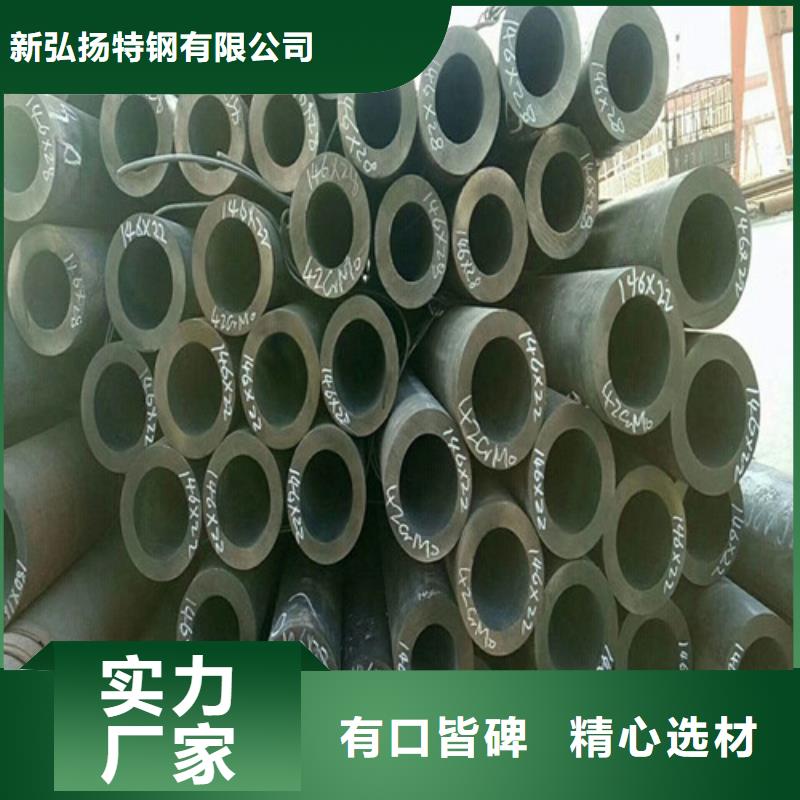







1.结构用无缝钢管(GB/T8162-2008)是用于一般结构和机械结构的无缝钢管。2.流体输送用无缝钢管(GB/T12771-2008)是用于输送水、油、气等流体的一般无缝钢管。卫生级不锈钢管卫生级不锈钢管3.低中压锅炉用无缝钢管(GB/T3087-2008)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。4.高压锅炉用无缝钢管(GB5310-2008)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝钢管。5.化肥设备用高压无缝钢管(GB6479-2000)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管。6.石油裂化用无缝钢管(GB9948-2006)是适用于石油精炼厂的炉管、热交换器和管道无缝钢管。7.地质钻探用钢管(YB235-70)是供地质部门进行岩心钻探使用的钢管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。8.金刚石岩芯钻探用无缝钢管(GB/T3423-82)是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝钢管。
直缝焊钢管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
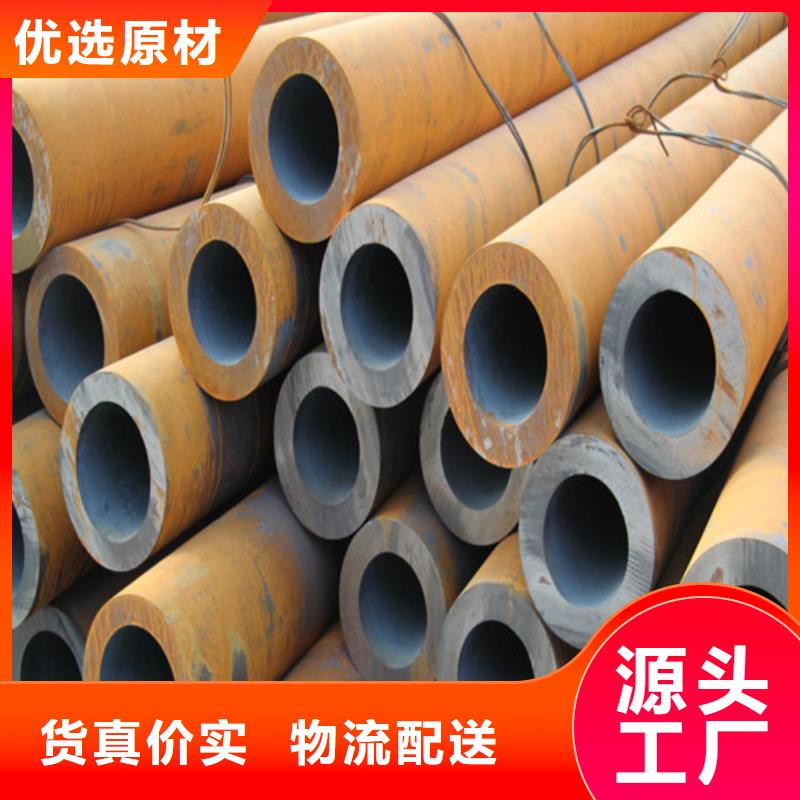
流体管是一种具有中空截面,从头到尾的没有焊缝的钢管。钢管具有中空截面,大量用作输送流体的管输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
流体管是专门用于输送具有流体性质介质的管材。
具有流体性质的介质,除了如水、油、溶液等液体介质以外,水泥,粮食,煤粉等固体介质,在一定条件下也可以流动。
流体管
流体管(3张)
流体管可以用钢材制造,也可以用铜,钛等有色金属制造,甚至可以由塑料等非金属材料制造。
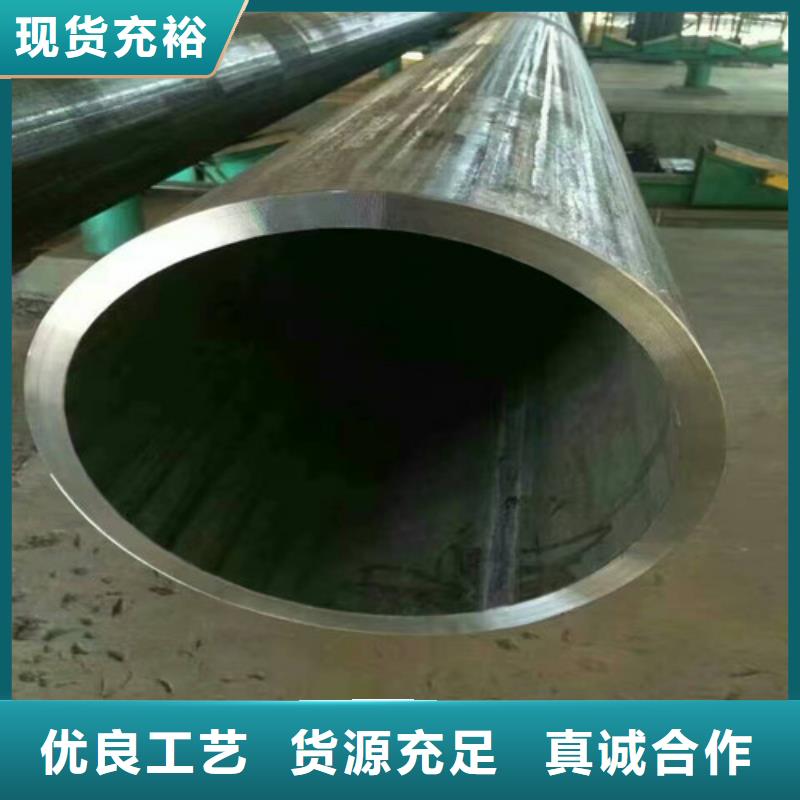
流体管必须具有中空截面,但也可以是方形,三角形或其它任何形状,有些装备受条件限制,就必须采用矩形管,但是绝大多数还是使用圆管。圆管在所有几何截面中具有小的周长/面积比,即在使用同样数量材料的条件下,可以获得 的内截面。
按生产方法分类
(1)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管。
(2)按焊缝分——直缝焊管、螺旋焊管。
按断面形状分类
(1)简单断面钢管——圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他。
(2)复杂断面钢管——不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、表壳钢管、其他。
按壁厚分类
薄壁钢管、厚壁钢管。
按端部形状分类
分为圆形焊管和异型(方、扁等)焊管。
分类补充
1、普通碳素钢电线套管(GB/T3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。
2、直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。
3、承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。
