
【新品发布,视频先行!】定制圆钢的厂家产品,等你来探!
以下是:定制圆钢的厂家的图文介绍

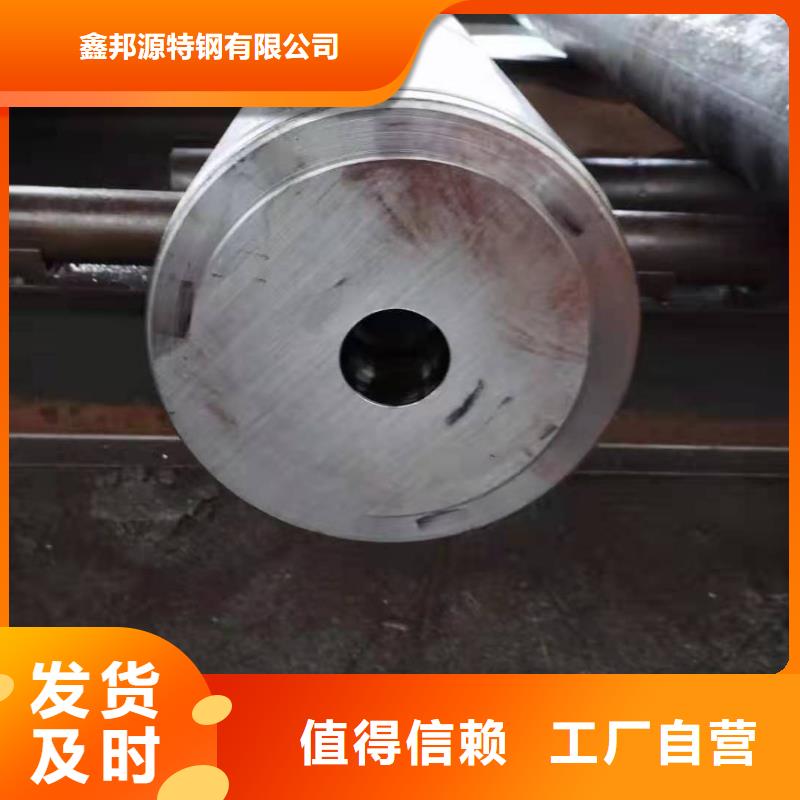
影响冷拔圆钢成形精度的因素有哪些?
影响冷拔圆钢成形精度的因素很多,如原材料、预处理、冷拔模具的结构、冷拔方法、冷拔工艺等。影响冷拔精度的因素按误差性质可分为系统误差和随机误差,为了提高冷拔精度,国内外学者进行了大量研究并取得了一定的效果,如:反张力拉拔、辊式模拉拔法、强制润滑拉拔、无模拉拔、超声波振动拉拔等等,但这些研究解决的大都是系统误差,相对来说,随机误差由于它的随机性和不确定性,更加难以判断和控制。原材料的误差就是影响冷拔精度的随机误差,由于坯料的直径误差,势必会对冷拔成形精度产生影响,仅靠传统的冷拔模具是很难控制的,这是由于传统的冷拔模具一旦设计完成并投入生产,其结构和相关尺寸将不可改变,无法控制坯料误差的影响。
影响冷拔圆钢成形精度的因素很多,如原材料、预处理、冷拔模具的结构、冷拔方法、冷拔工艺等。影响冷拔精度的因素按误差性质可分为系统误差和随机误差,为了提高冷拔精度,国内外学者进行了大量研究并取得了一定的效果,如:反张力拉拔、辊式模拉拔法、强制润滑拉拔、无模拉拔、超声波振动拉拔等等,但这些研究解决的大都是系统误差,相对来说,随机误差由于它的随机性和不确定性,更加难以判断和控制。原材料的误差就是影响冷拔精度的随机误差,由于坯料的直径误差,势必会对冷拔成形精度产生影响,仅靠传统的冷拔模具是很难控制的,这是由于传统的冷拔模具一旦设计完成并投入生产,其结构和相关尺寸将不可改变,无法控制坯料误差的影响。


圆钢在生产过程中的工艺规范要求有哪些?
热加工规范:加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。正火规范:正火温度850~900°C,出炉空冷。高温回火规范:回火温度680~700°C,出炉空冷。淬、回火规范:预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。亚温强韧化规范:淬火温度900°C,回火温度560°C,硬度(37±1)。HRC感应淬回火规范:淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。
热加工规范:加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。正火规范:正火温度850~900°C,出炉空冷。高温回火规范:回火温度680~700°C,出炉空冷。淬、回火规范:预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。亚温强韧化规范:淬火温度900°C,回火温度560°C,硬度(37±1)。HRC感应淬回火规范:淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。



鑫邦源特钢有限公司集地利人和,凭借科学的管理体系、自动化办公系统、较强的生产能力、先进的检测手段和强大的销售网络,制造出质量优良、价格公道的 安徽黄山GB/T8163-2018 流体管产品,服务于国内外市场。我们决心把公司建成 安徽黄山GB/T8163-2018 流体管行业内的品牌企业,致力用智慧与才能谱写中华民族工业腾飞的辉煌乐章!质量铸就品牌,诚信编织未来,公司竭诚与各界朋友携手并进、共创辉煌。



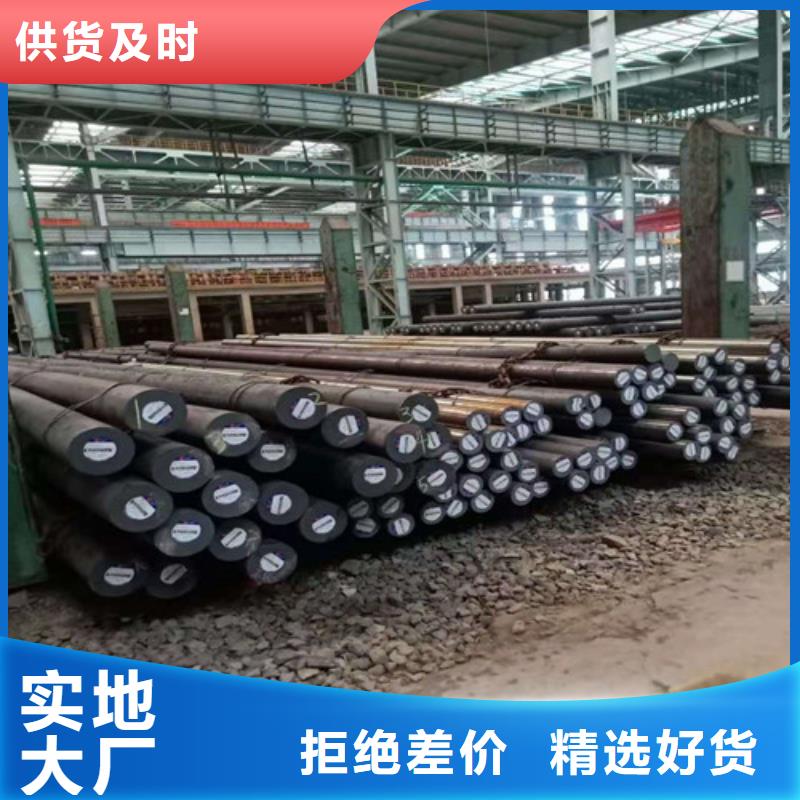
冷拉钢圆钢是将钢筋拉至其σ-ε曲线的强化阶段内任一点K处,然后缓慢卸去荷载,则当再度加载时,其屈服极限将有所提高,而其塑性变形能力将有所降低。冷拉一般可控制冷拉率。钢筋经冷拉后,一般屈服点可提高20%~50%。冷拉使用的是拉应力,精密稍差,可以拔一些不小于3.5毫米的薄壁管和厚壁管。产品是冷拉钢圆钢,钢筋,方刚,六角钢之类都是是型材。
冷拉钢圆钢规格:Ф4.5—Ф70材质:45#,A3,20Cr,40Cr,20Crmo,40Crmo,20Mn2A,42Crmo,20Mnsi,35Crmo,HG3,Q21冷拔圆钢5,Q235,B16,25Cr2mova,60Si2MnA,55CrsiA,16mn,40mn等等,可定制选择。无论是冷拉圆钢还是圆钢,其形状都是圆的,冷拉圆钢表面非常光滑,其机械性能高,由于尺寸精度很高,所以可以不加工而直接使用。



