







冷镀锌管冷镀锌管就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。建设部已正式下文,淘汰技术落后的冷镀锌管,不准用冷镀锌管作水、煤气管。 冷镀锌钢管镀锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。重量系数公称壁厚(mm):2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5。系数参数(c):1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。注:钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。钢的牌号:Q215A;Q215B;Q235A;Q235B。试验压力值/Mpa:D10.2-168.3mm为3Mpa;D177.8-323.9mm为5Mpa
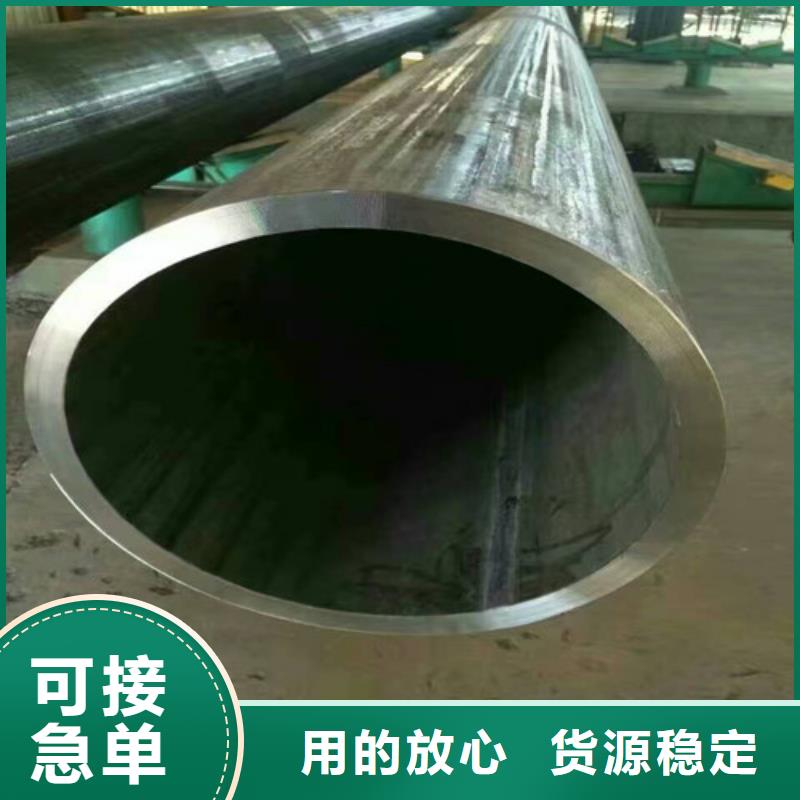
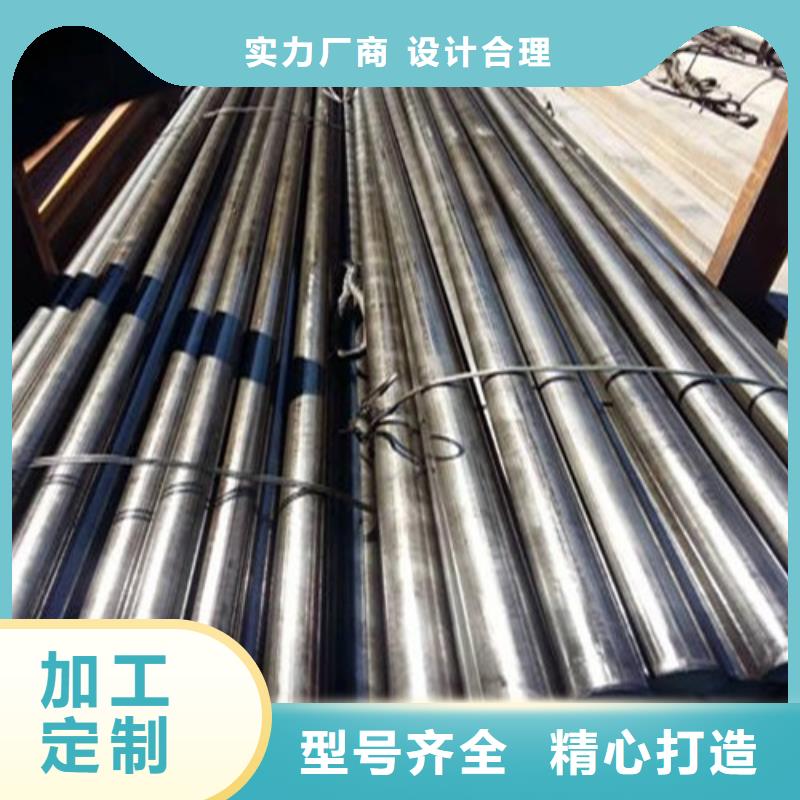
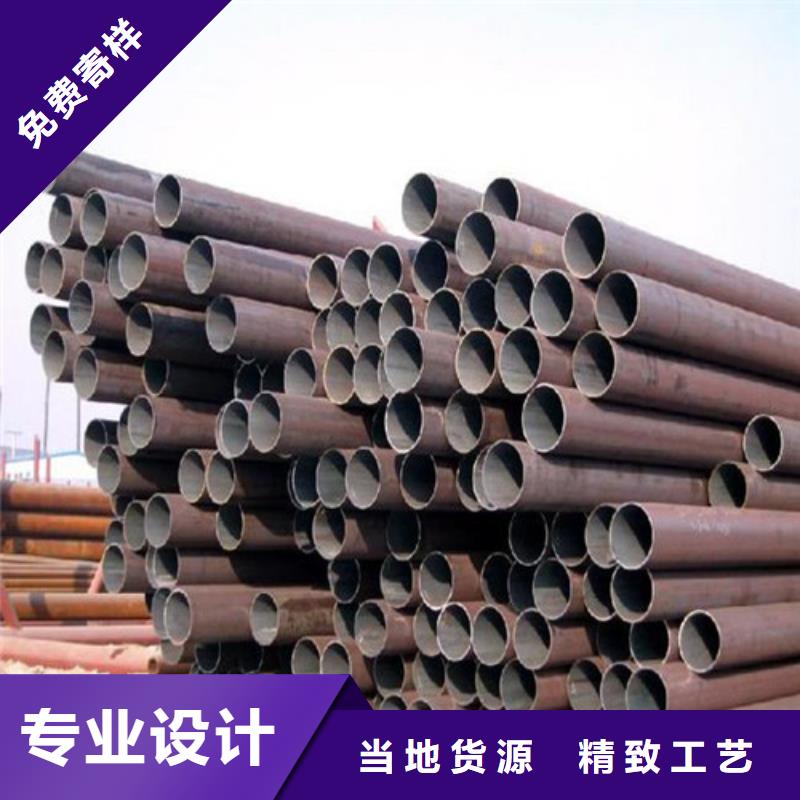
石油裂化管:用于石油炼厂的炉管、热交换器管和管道用无缝管。常用优质碳素钢(10、20)、合金钢(12CrMo、15CrMo)、耐热钢(12Cr2Mo、15Cr5Mo)、不锈钢(1Cr18Ni9、1Cr18Ni9Ti)制造。钢管除得证化学成分和各种机械性能外,还要保证水压、压扁、扩口等试验,及表面质量和无损检验。钢管在热处理状态下交货。不锈钢管:用各种不锈钢热轧,冷轧的不锈钢管,广泛应用于石油、化工设备管道和各种用途的不锈钢结构零件,除应保证化学成分和机械性能,凡用作承受流体压力的钢管要保证水压试验合格。各种专用钢管要按规定保证条件。
1、结构用无缝钢管:GB8162-2008
2、输送流体用地缝钢管:GB8163-2008
3、锅炉用无缝钢管:GB3087-2008
4、锅炉用高压无缝管:GB5310-2008(ST45.8-Ⅲ型)
5、化肥设备用高压无缝钢管:GB6479-1999
6、地质钻探用无缝钢管:YB235-70
7、石油钻探用无缝钢管:YB528-65
8、石油裂化用无缝钢管:GB9948-88
9、石油钻铤专用无缝管:YB691-70
10、汽车半轴用无缝钢管:GB3088-1999
11、船舶用无缝钢管:GB5312-1999
12、冷拔冷轧精密无缝钢管:GB3639-1999
13、各种合金管16Mn、27SiMn、15CrMo、35CrMo、12CrMov、20G、40Cr12Cr1MoV15CrMo
虽然说每一个试验机厂家对包头流体钢管拉伸都很熟悉,但是真正完全能够把标准以及标准后面的理由吃透的厂家并不多,当前每一个试验机厂家在指导用户完成包头流体管拉伸试验的时候一般是从他们自己设备的能力出发,以简单的方式来完成试验,比如全部以横梁位移的速度来完成整个试验过程。包头流体管拉伸试验还是有很多细节问题非常值得我们重视。
首先是拉伸速度的问题。在弹性变形阶段,包头流体管的变形量很小而拉伸载荷迅速增大。这时候如果以横梁位移控制来做拉伸试验,那么速度太快会导致整个弹性段很快就被冲过去。以弹性模量为200Gpa的普通包头流体管为例,如果标距为50mm的材料,在弹性段内如以10mm/min的速度进行拉伸试验,那么实际的应力速率为 200000N/mm2S-1×10mm/min×1min/60S×1/50mm=666N/mm2S-1 一般的包头流体管屈服强度就小于600Mpa,所以只需要1秒钟就把试样拉到了屈服,这个速度显然太快。所以在弹性段,一般都选择采用应力速率控制或者负荷控制。塑性较好的材料试样过了弹性段以后,载荷增加不大,而变形增加很快,所以为了防止拉伸速度过快,一般采用应变控制或者横梁位移控制。所以在GB228-2002里面建议了,“在弹性范围和直至上屈服强度,试验机夹头的分离速率应尽可能保持恒定并在规定的应力速率的范围内(材料弹性模量E/(N/mm2)<150000,应力速率控制范围为2—20(N/mm2)·s-1、包头流体管弹性模量E/(N/mm2)≥150000,应力速率控制范围为6—60(N/mm2)·s-1=。若仅测定下屈服强度,在试样平行长度的屈服期间应变速率应在0.00025/s~0.0025/s之间。平行长度内的应变速率应尽可能保持恒定。
(一)滚槽焊缝开裂1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。(二)滚槽钢管断裂1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。5、用游标卡尺检查钢管的沟槽是否规定。(三)滚槽机滚压成型的沟槽应符合下列要求1、管端至沟槽段的表面应平整无凹凸、无滚痕。2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。
除锈方法编辑 语音
1、首先利用溶剂清洗钢材表面,把表面的有机物去除,
2、然后使用工具除锈(钢丝刷)去除松动或倾斜的规模,铁锈,焊渣等
3、使用酸洗的方式。
镀锌分为热镀和冷镀,热镀不易生锈,冷镀较易生锈。
