




根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
数控钢筋笼滚焊机是怎么工作的,关于如何进行工作的问题,作为数控钢筋笼滚焊机厂商价格优惠,让小编带大家共同了解一下!
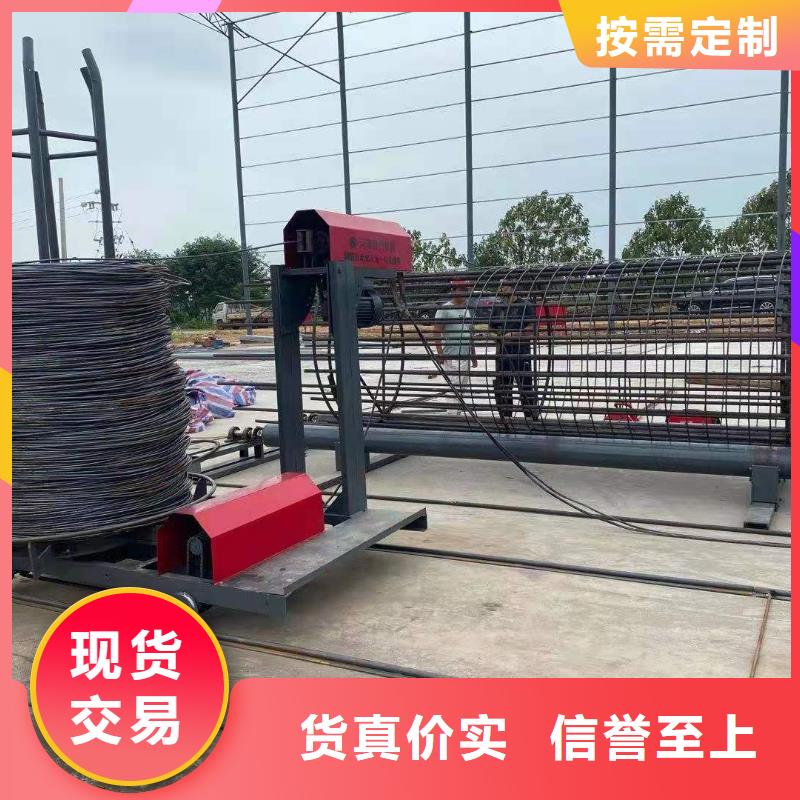
绕筋机
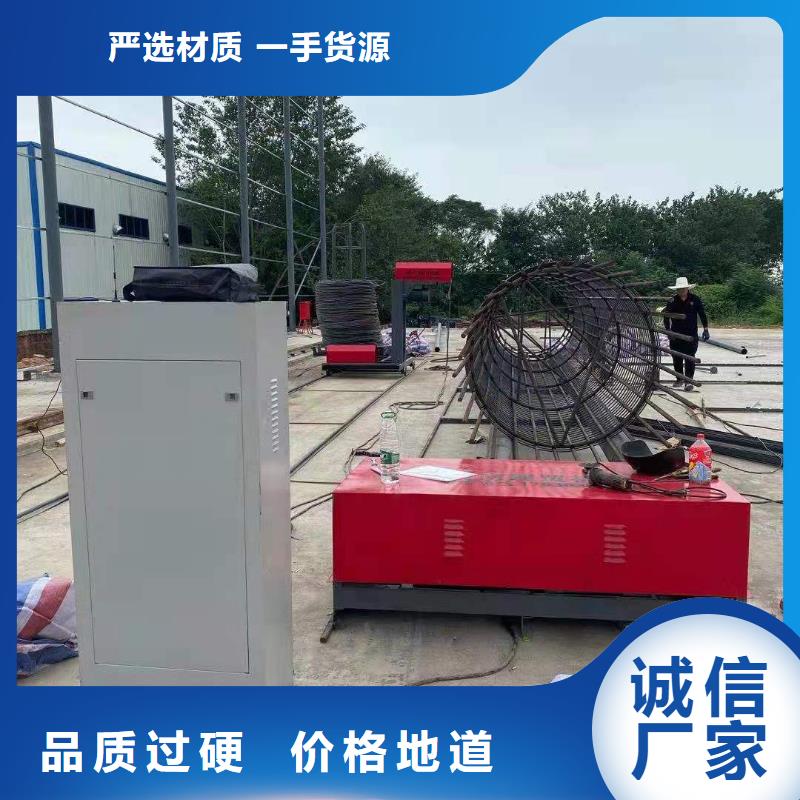
1、主筋上料:预先将主筋下料对焊或套筒连接成图纸所需长度,然后吊放于数控钢筋笼滚焊机主筋储料架上以备用(钢筋笼的绕筋方式有单绕和双绕两种,如果您的钢筋笼属于双绕筋,您需要上钢筋笼滚焊机厂家准备两个放线架和双重的矫直机构)。
2、穿筋,固定:将分料盘上的主筋通过固定盘导管后在穿入移动盘导管中使用电动扳手拧紧紧固螺丝。
3、起始焊接:固定盘和移动盘同步旋转移动盘同时向前移动,这样盘筋自动缠绕在主筋上同时进行焊接,从而形成钢筋笼产品(一般情况下一个工人点焊就可以,您也可以要求钢筋笼滚焊机家加装自动焊接机器人实现自动化焊接)。
4、正常焊接:启动钢筋笼滚焊机开始正常焊接每到指定位置添加好加固圈在继续正常焊接,笼子进行到长度升起液压支撑,撑好钢筋笼。
5、切断钢筋:焊接钢筋笼至整节钢筋笼生产“完毕后停止焊接。切断绕筋。继续开动钢筋笼滚焊机设备。使钢筋笼尾部脱离固定盘导管
6、分离移动盘:松开移动盘紧固螺丝移动盘继续前移使移动盘导管脱离钢筋笼。
7、卸笼:用航吊将成品钢筋笼卸下,移动盘复位后准备生产下一-个钢筋笼。
 建贸机械设备有限公司
建贸机械设备有限公司
 买阜新钢筋笼绕丝机必看-售后保证
买阜新钢筋笼绕丝机必看-售后保证
 jmc1
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
数控钢筋弯箍机 绕筋机使用的时候,遇到出现了不正常工作情况是什么原因造成的,作为数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机出现不正常工作的原因有哪些!
1、当数控钢筋弯箍机工作时,达不到需要的弯度时,检查切断用高压情况,如切断高压有异常,应对照说明书调整压力大小;检查上下dao间隙是否存在过大的情况,如发现有异,应将其调整至0.2毫米左右即可;
2、检查机械性能是否良好、工作台和弯曲机台面保持水平;弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。转盘换向时,须在停稳后进行。作业完毕、清理现场、保养机械、断电锁箱。
3、检查延时断开时间、继电器时间是否存在调整短的现象,如发现有异,应将其设定在0.2~0.4秒;检查是否待弯箍钢筋的强度过高,用户可用以前弯箍过的钢筋在机器上重切一次,以便分辨待切断钢筋的强度大于750N。
4、按加工钢筋的直径和弯箍机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。
5、数控钢筋弯箍机不工作时,检查电磁换向阀是否存在损坏或内有杂物,如发现损坏,应对其进行更换,若是发现内有异物,拆卸下后对其进行清洗即可;检查交流接触器(KA2)是否存在开点烧坏的情况,若发现上述问题,可对其进行维修或更换。
jmc1
钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
数控钢筋弯箍机 绕筋机使用的时候,遇到出现了不正常工作情况是什么原因造成的,作为数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机出现不正常工作的原因有哪些!
1、当数控钢筋弯箍机工作时,达不到需要的弯度时,检查切断用高压情况,如切断高压有异常,应对照说明书调整压力大小;检查上下dao间隙是否存在过大的情况,如发现有异,应将其调整至0.2毫米左右即可;
2、检查机械性能是否良好、工作台和弯曲机台面保持水平;弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。转盘换向时,须在停稳后进行。作业完毕、清理现场、保养机械、断电锁箱。
3、检查延时断开时间、继电器时间是否存在调整短的现象,如发现有异,应将其设定在0.2~0.4秒;检查是否待弯箍钢筋的强度过高,用户可用以前弯箍过的钢筋在机器上重切一次,以便分辨待切断钢筋的强度大于750N。
4、按加工钢筋的直径和弯箍机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。
5、数控钢筋弯箍机不工作时,检查电磁换向阀是否存在损坏或内有杂物,如发现损坏,应对其进行更换,若是发现内有异物,拆卸下后对其进行清洗即可;检查交流接触器(KA2)是否存在开点烧坏的情况,若发现上述问题,可对其进行维修或更换。
