



想要更直观地感受钢板卷管规格大小桩基钢护筒长度要求品质保障产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:钢板卷管规格大小桩基钢护筒长度要求品质保障的图文介绍


保护气氛的影响 采用液氨分解气体为保护气氛、液氨在400℃以上将发生如下分解反应。2NH3→3H2+N2qing气为还原气体,在一定条件下可以使某些金属还原,dan气为中性气体。以液氨分解气氛为保护气体,可使卷管表面白亮光滑,因而是经济、理想的保护气体。 固溶处理温度 固溶处理温度是固液处理工艺重要的参数之一,过高或过低都将会直接影响卷管的质量,温度过高钢板卷管组织粗化,性能下降,温度过低固溶不完全,应力不彻底,选用1080℃?10℃,并进行适当保温,碳化物得到充分溶解。 4.冷却速度



放样下料 必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按钢板卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。

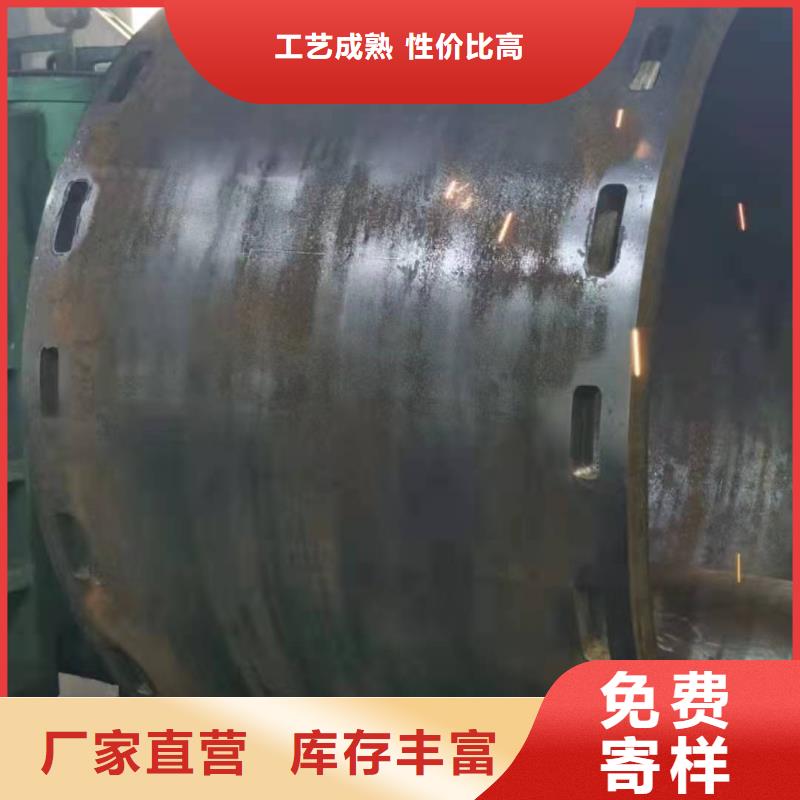
大口径钢板卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图 :材料检查 检查材料质量合格证明书、标识及检验报告是否符合现行有关标准及规范的要求。钢板厚度及允许偏差是否符合产品标准的要求。钢材外观质量是否符合 现行有关标准的规定,当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于钢材厚度允许偏差值的12;钢材表面的锈蚀等级应符合现行 标准涂装前钢材表面锈蚀等级和除锈等级GB8923规定的C级及C级以上;钢材端边或断口处不应有分层、夹渣等缺陷。


大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图



随着当前市场经济的不断发展,山特金属制品有限公司所有员工将以以更加完善的【香港冷拨圆钢】产品和服务竭诚与国内外客商广泛合作。与时俱进,不断提高【香港冷拨圆钢】产品质量,积j i开拓新产品,努力客户满意度。
企业核心理念:靠诚信广交朋友,用真情拓宽事业,为和谐实现双赢。
企业服务理念:打过一次交道,便是永远的朋友。
企业质量理念:用心制造、持续改进、精心服务、用户满意。
企业管理理念:责任有限,责任心无限



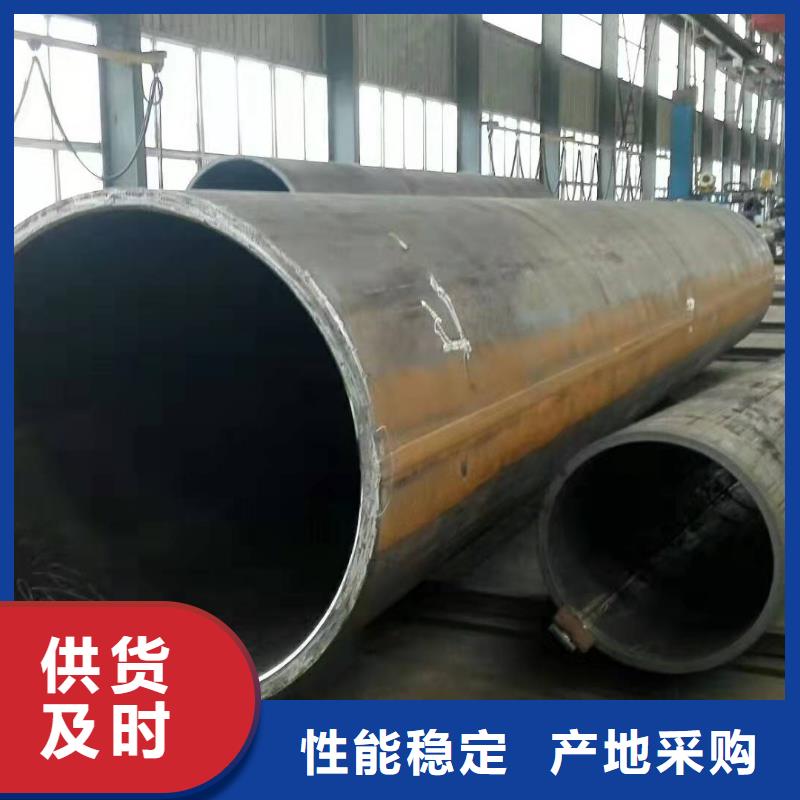
厚壁卷管的检测主要是超声波探伤仪,卷管的同筒节上的纵向焊缝不宜大于两道。卷管对接焊缝时的组对应作到齐平当公称直径大于宜在管内进行封底焊。在卷管加工过程中,应防止板材表面损伤。造价高。热卷厚壁卷管被广泛用到:油缸,液压,桥梁,辊筒等。"品管厚壁卷管的特点编辑厚壁卷管与无缝钢管相比较具备有:低廉,交货迅速,厚壁卷管打破无缝钢管规格固定的弊端等。品质部焊接工艺及焊管类型编辑厚壁卷管是用钢板或钢带经过弯曲成型,大口径焊管-热卷焊管-板卷焊管-直缝焊管-厚壁焊管-聊城山特金属有限公司然后经焊接制成。按焊缝形式分为直缝焊管和螺旋焊管。按用途又分为般焊管,镀锌焊管,吹氧焊管,电线套管,公制焊管,托辊管,深井泵管,汽车用管,变压器管,电焊薄壁管,电焊异型管和螺旋焊管。目标知识包装策略厚壁钢板卷管-厚壁钢板卷管价位厚壁卷管是用钢板或钢带经过弯曲成型,電型号为检标准,,然后经高频焊接,埋弧焊接制成。



