您的位置>首页 >克拉玛依本地产品推荐News >
镀锌钢板卷管加工345R正火卷筒加工全国发货
更新时间: 2025-03-13 00:47:45 浏览次数:5
以下是:镀锌钢板卷管加工345R正火卷筒加工全国发货的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
以下是:镀锌钢板卷管加工345R正火卷筒加工全国发货的图文视频
导读 在新疆克拉玛依市采买镀锌钢板卷管加工345R正火卷筒加工全国发货到山特金属制品有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-15206358344,QQ:940273024,地址:《经济开发区汇通国际金属物流园发货到新疆 克拉玛依市 》。 新疆维吾尔自治区,克拉玛依市 克拉玛依市(维吾尔语:قاراماي شەھىرى),别称油城、黑油山,人均GDP超过24万元,是新疆维吾尔自治区辖地级市,是重要的石油石化基地和新疆重点建设的新型工业化城市及世界石油石化产业的聚集区。截至2022年,全市下辖4个区,总面积7733平方千米,常住人口48.7万人,城镇人口48.2万人,城镇化率98.97%。
不要错过这部精心制作的镀锌钢板卷管加工345R正火卷筒加工全国发货产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:镀锌钢板卷管加工345R正火卷筒加工全国发货的图文介绍
山特金属制品有限公司是一家集工艺研发、设备生产、设备销售于一体的 新疆克拉玛依冷拨圆钢研发生产企业。拥有一批具有丰富经验的研发销售团队和一支技术过硬的生产组装团队。主要生产 新疆克拉玛依冷拨圆钢。
我们经秉承不断自我完善,以新科技、高标准、高质量来严格管理公司。打破原有 新疆克拉玛依冷拨圆钢的技术与功能,从外观到内部配件及所有功能,以完美的设计、优惠的价格、优质的售后服务来实现于用户合作共赢。



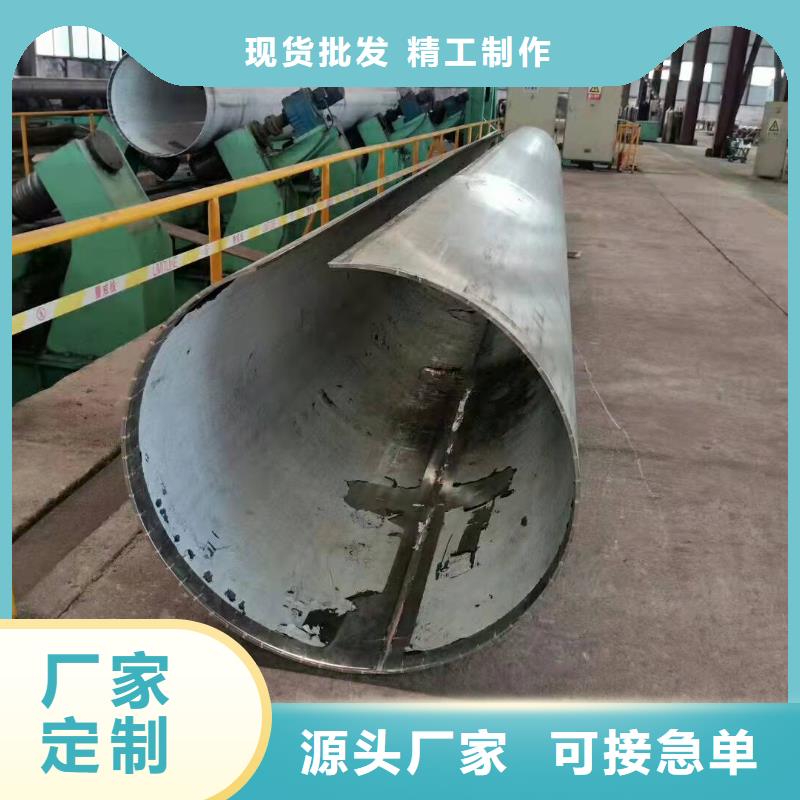
大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图



首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



总结 您是想要在新疆克拉玛依市采购高质量的镀锌钢板卷管加工345R正火卷筒加工全国发货产品吗?山特金属制品有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的镀锌钢板卷管加工345R正火卷筒加工全国发货产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-15206358344,QQ:940273024,地址:《经济开发区汇通国际金属物流园》。