




想要直观了解水下切割潜水堵漏品质优产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:水下切割潜水堵漏品质优的图文介绍

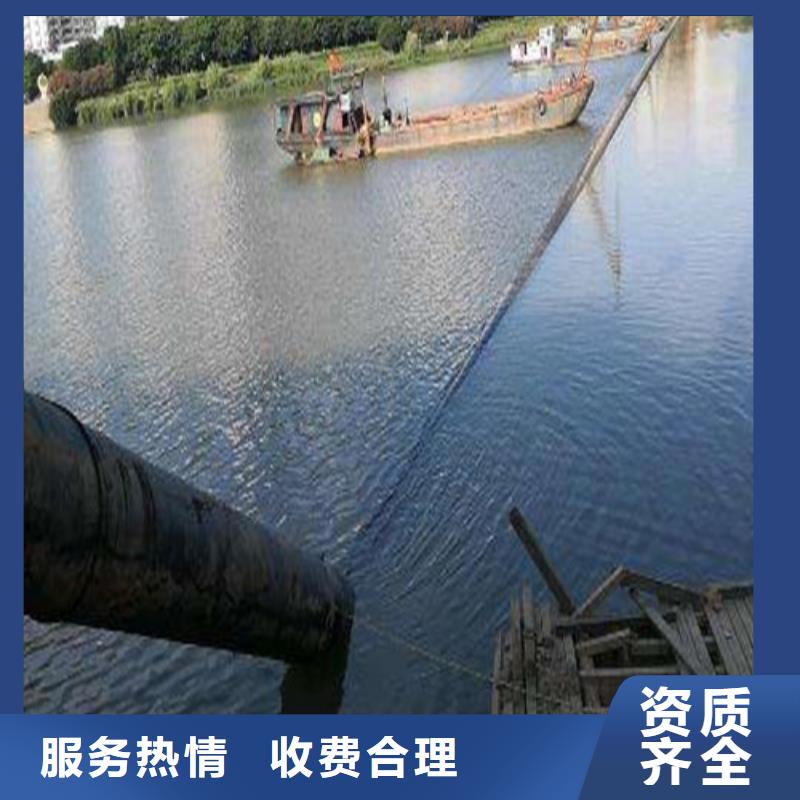
水下氧-火焰切割法一般 适用于切割低碳钢、低合金钢等易氧化的材料,水下堵漏不适用于切割不锈钢及除钛之外的有色金属,适宜切割的厚度范围为10~40mm。 切割薄板较为困难,是因为薄板在水中的冷却速度比厚板快得多,很难预热到燃点。板厚超过40mm时,虽然也能切割,但操作技术要求较高。水下堵漏 药皮焊条切割虽然切口质量较差,但运用广泛。水下堵漏水下堵漏既可切割低碳钢及低合金钢,也可切割不锈钢及有色金属,特别适合于切割6mm以下的薄板。切割厚板时困难一些,需要选用拉锯的操作方式使焊条在切口内来回拉锯,便于将熔化金属除掉。熔化极水喷射切割是一金属纯熔化过程,可用于切割黑色金属和有色金属。 水下切割工程主要有水下

件表面在板料切割的移动过程中,不离开工件的电弧-氧气切割方法。 该方法可从左到右,从右到左,用尺子切割可靠,操作方便,效率高,适合中、薄板水下切割。 维弧切割法是指在开始切割形成后,使切割杆距离工件表面约2~3mm,与工件保持垂直,沿切割线均匀地向前移动,保持电弧不消失的方法。 该方法适用于厚度5mm以下的薄钢板的水下切割。 潜水员在水中很难保持身体的稳定性,所以电弧很难稳定。 另外,切断质量也比支撑切断法稍低,因此在实用上很少采用圆弧切断法。 加深切割法是指在开始切割形成后的切割过程中,在切口上形成切口,加深切口,使工件往返直到贯通,从而终分离工件的方法。 该方法适用于用支撑切割。


特殊绝热设施的口模。小型切粒刀采用电热;大型切粒刀需采用油热或蒸汽加热的口模。工艺用水常规情况下加热至 温度,但其热度应不足以对粒料的自由流动造成有害影响。水下切割用于极大多数聚合物,有些机型能达到22679.62kglh的造粒能力。当用于低粘度或粘附性聚合物的切粒时水流过口模模面的方式是一大优点,但对有些聚合物如尼龙和某些品牌的聚酯这一特点可能引起口模冻结。其他优点有:因为在熔融状态下切粒,而水又起着声障作用,噪声散发较低;与冷切系统比较起来更换切粒刀的次数较少。哪种工作都需要质量。 在水下切割的服务过程中,质量也是必然的。 那么,这种工作需要什么样的质量呢? 首先,在工作中,需要切断



随着我国 江苏无锡蛙人救援团队市场经济的发展,源美水下工程有限公司着力加强企业文化建设,提出了“双赢靠诚信”的经营理念,“立足创新、专注质量、诚信服务、真诚合作、共同发展”是我们始终如一的追求,为客户提供质优、、可靠的产品是我们永恒的方针,“审时慎思,明辨力行”打造优越的 江苏无锡蛙人救援团队。我们将不断超越自我,一如既往的为客户创造价值!



