
想要一睹无缝方管-矩形管用心经营产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:无缝方管-矩形管用心经营的图文介绍
鑫铭万通商贸有限公司成立十余年来,承蒙社会各界朋友和广大用户的关心、支持与厚爱, 宁波慈溪喷漆无缝管业务得到了的长足发展。目前,公司 宁波慈溪喷漆无缝管产品品种丰富,技术含量高,与我们合作,让您“信心、放心、舒心”。


在无缝方矩管市场主体需求尚未放开的情况下,库存增加将不利于后期钢价继续走高。市场由于去库存较为彻底,对价格形成了较好支撑,但八天长假以及价格持续上涨,也为钢厂生产和库存回升增加了动力。今年节后近百万吨的钢材库存增量,创下了2006年以来的次高增量,仅低于2009年节后的增量。同时也将总库存重新推升至9月中旬的水平。但是通过库存数据的对比发现,6月底的社会库存远低于去年同期水平,而且还下降了12.5%。虽然国内产量增速出现明显放缓态势,但长材产量增速依然居高不下,主要是由于板材利润相对偏低,钢厂减少生产,从而加大对长材的生产和产能投入,导致板材供给增速出现显著放缓,这也是近期价格较长材价格坚挺的主要原因。金模钢铁网首席分析师罗百辉认为,目前板材走势明显好于长材的现象会持续到2012年年底。从数据来看,2012年1~10月份,螺纹钢、线材产量共计25889万吨,无缝方矩管全年预计31204万吨,同比增长14.13%,较2011年增速回落1.6个百分点。2013年在需求恢复性增长的背景下,长材产能利用率或继续维持高位。

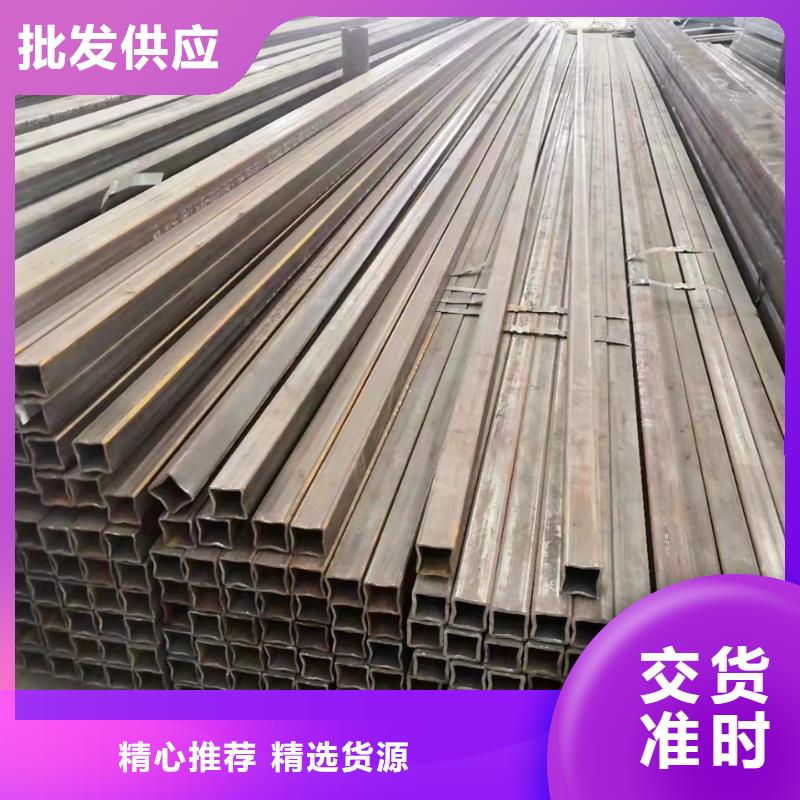
改拔方管:一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。
不锈钢方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
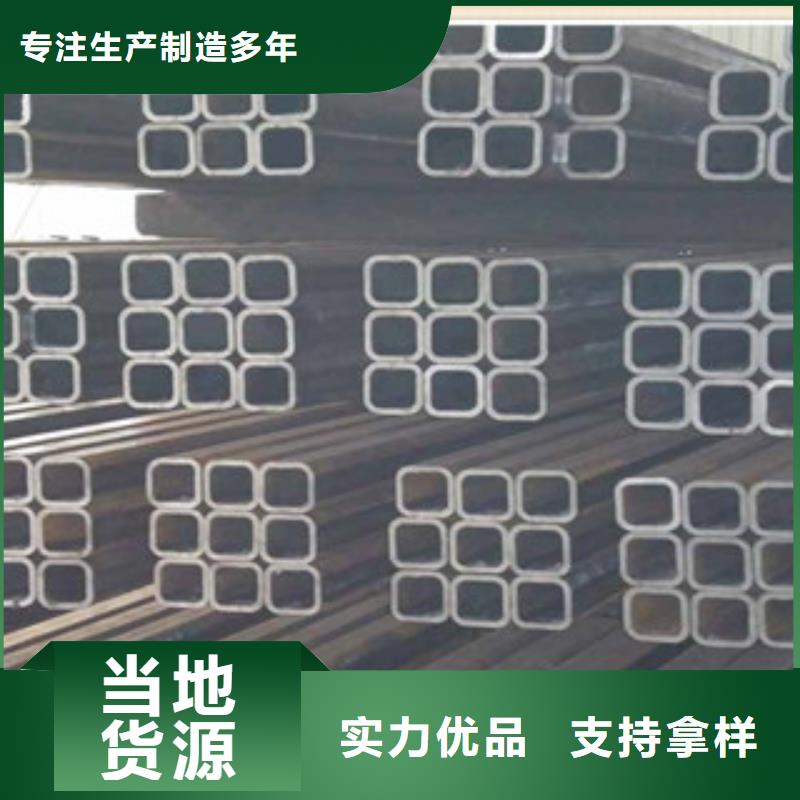
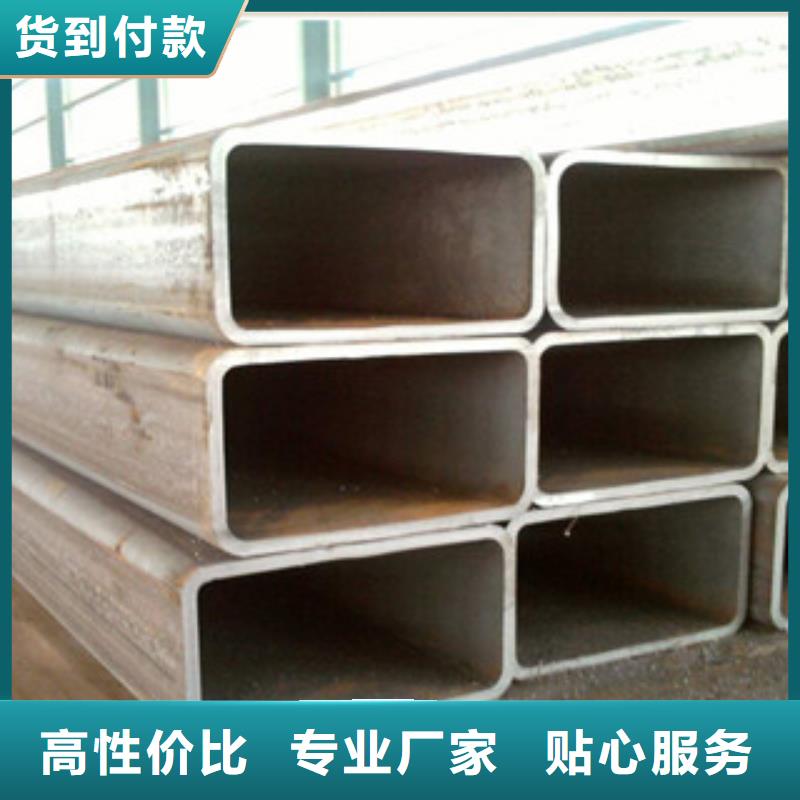
方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
不锈钢方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。


对于气体来说,氧气是可燃气体燃烧时所必须的,以便为达到钢材的点燃温度提供所需的能量;另外,氧气是钢材被预热达到燃点后进行燃烧所必须的。切割钢材所用氧气必须要有较高的纯度,一般要求在99.5%以上,一些先进 的工业标准要求氧气纯度在99.7%以上。氧气纯度每降低0.5%,钢板的切割速度就 要降低10%左右。如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量 亦明显劣变,气体消耗量也随着增加。显然,这就降低了生产效率和切割质量,生产成本也就明显地增加了。除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要 的。波动的氧气压力将使切割断面质量明显劣变。



