


精心打磨的产品视频已准备就绪,它将带您深入锅炉管无缝钢管专注细节更放心的魅力世界,让您重新发现产品的无限可能。
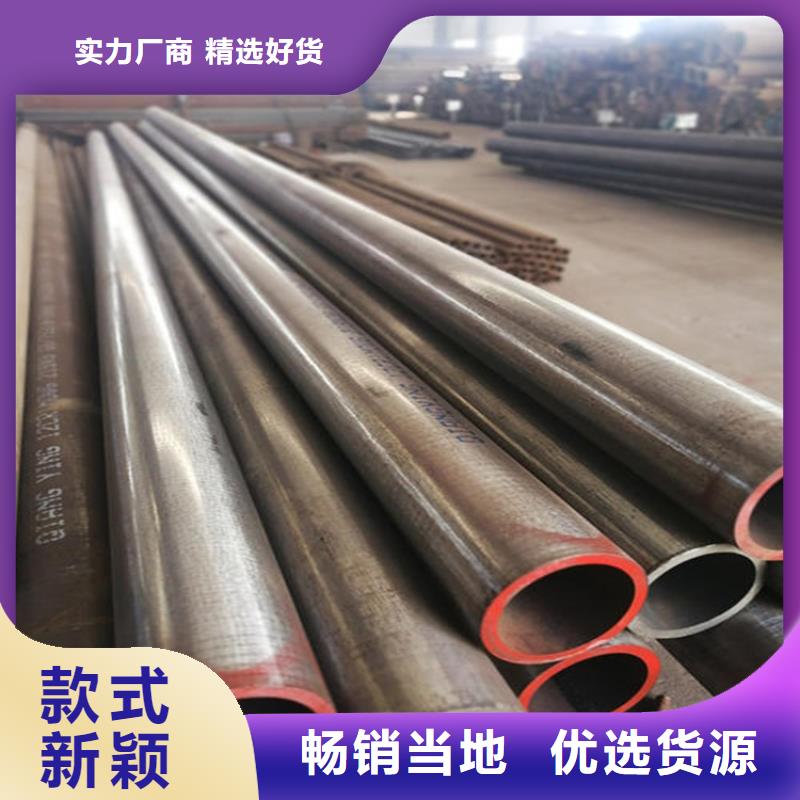
以下是:锅炉管无缝钢管专注细节更放心的图文介绍


退火 - 退火是高压锅炉管的内在应力和勒化钢件的方法。 退火法是将钢件加热至高於临界温度, 然後放入乾灰, 石灰, 石棉或封闭在炉内, 令它慢慢冷却。
硬度(Hardness) - 是材料抵抗外物刺入的一种能力。试验高压锅炉管硬度的普通方法是用锉刀在工件边缘上锉擦, 由其表面所呈现的擦痕深浅以判定其硬度的高低。 这种方法称为锉试法 这种方法不太科学。 用硬度试验器来试验极为准确, 是现代试验硬度常用的方法。 常用的试验法有洛氏硬度试验 洛氏硬度试验机利用钻石冲入金属的深度来测定高压锅炉管的硬度, 冲入深度愈大, 硬度愈小。 钻石冲入金属的深度, 可从指针指出正确的数字, 该数字称为洛氏硬度数。
锻造 - 是用锤击使金属成为一定形状<成型> 的方法, 当高压锅炉管加热达到锻造温度时, 可以从事锻造, 弯屈, 抽拉, 成型等操作。 大多数高压锅炉管加热至鲜明樱红色时都很易锻造。
硬度(Hardness) - 是材料抵抗外物刺入的一种能力。试验高压锅炉管硬度的普通方法是用锉刀在工件边缘上锉擦, 由其表面所呈现的擦痕深浅以判定其硬度的高低。 这种方法称为锉试法 这种方法不太科学。 用硬度试验器来试验极为准确, 是现代试验硬度常用的方法。 常用的试验法有洛氏硬度试验 洛氏硬度试验机利用钻石冲入金属的深度来测定高压锅炉管的硬度, 冲入深度愈大, 硬度愈小。 钻石冲入金属的深度, 可从指针指出正确的数字, 该数字称为洛氏硬度数。
锻造 - 是用锤击使金属成为一定形状<成型> 的方法, 当高压锅炉管加热达到锻造温度时, 可以从事锻造, 弯屈, 抽拉, 成型等操作。 大多数高压锅炉管加热至鲜明樱红色时都很易锻造。



江海龙钢铁 有限公司交通十分便利,地理位置好,是一家集研究、开发、生产和销售 贵州六盘水无缝钢管为主的科研型企业。 我公司主要生产 贵州六盘水无缝钢管等高性能产品。江海龙钢铁 有限公司 贵州六盘水无缝钢管产品品种齐全,质量可靠,供货及时,售后体系完善, 贵州六盘水无缝钢管产品已销往我国三十多个省、市、自治区,并出口韩国、俄罗斯、日本、意大利等十几个地区,深受用户信赖。



20g锅炉管材质成分
| 标准 | 牌号 | 化学成分 | |||||||||
| C | Si | Mn | P | S | Cr | Mo | Cu | Ni | |||
| GB5310 | 20G | 0.17-0.24 | 0.17-0.37 | 0.35-0.65 | ≤0.030 | ≤0.030 | / | / | ≤0.20 | ≤0.25 | / |
| 20MnG | 0.17-0.24 | 0.17-0.37 | 0.70-1.00 | ≤0.030 | ≤0.030 | / | / | ≤0.20 | ≤0.25 | / | |
| 15MoG | 0.12-0.18 | 0.17-0.37 | 0.40-0.80 | ≤0.030 | ≤0.030 | / | 0.25-0.35 | ≤0.20 | ≤0.30 | / | |
| 15CrMoG | 0.12-0.18 | 0.17-0.37 | 0.40-0.70 | ≤0.030 | ≤0.030 | 0.80-1.10 | 0.40-0.55 | ≤0.20 | ≤0.30 | / | |
| 12Cr2MoG | 0.08-0.15 | ≤0.50 | 0.40-0.70 | ≤0.030 | ≤0.030 | 2.00-2.50 | 0.90-1.20 | ≤0.20 | ≤0.30 | / | |
| 12Cr1MoVG | 0.08-0.15 | 0.17-0.37 | 0.40-0.70 | ≤0.030 | ≤0.030 | 0.90-1.20 | 0.25-0.35 | ≤0.20 | ≤0.30 | 0.15-0.35 | |


20g高压锅炉管的焊接工艺认可试验
20g高压锅炉管搅拌摩擦焊焊接接头具有无气孔,晶粒细小,疲劳性能、拉伸性能和弯曲性能良好,焊接时无尘烟、无飞溅,节能,无需焊丝和保护气体,焊后残余应力和变形小等优点,是一种适用性很好的焊接方法。铜铬合金由于具有较高的强度、硬度,良好的
导电、导热性及耐腐蚀性,是制备电阻焊电极、金属模具、大型高速涡轮发电机导条、电动工具转向器等的优选材料。在发电机导条、电动工具转向器的加工制造过程中需要对铜铬合金进行焊接,目前,主要用熔焊、压力焊和钎焊等方法。由于铜本身物化性能以及杂质元素的影响,其接头容易出现气孔,强度、耐蚀性下降以及焊接变形大等问题。
20g高压锅炉管搅拌摩擦焊焊接接头具有无气孔,晶粒细小,疲劳性能、拉伸性能和弯曲性能良好,焊接时无尘烟、无飞溅,节能,无需焊丝和保护气体,焊后残余应力和变形小等优点,是一种适用性很好的焊接方法。铜铬合金由于具有较高的强度、硬度,良好的
导电、导热性及耐腐蚀性,是制备电阻焊电极、金属模具、大型高速涡轮发电机导条、电动工具转向器等的优选材料。在发电机导条、电动工具转向器的加工制造过程中需要对铜铬合金进行焊接,目前,主要用熔焊、压力焊和钎焊等方法。由于铜本身物化性能以及杂质元素的影响,其接头容易出现气孔,强度、耐蚀性下降以及焊接变形大等问题。



