
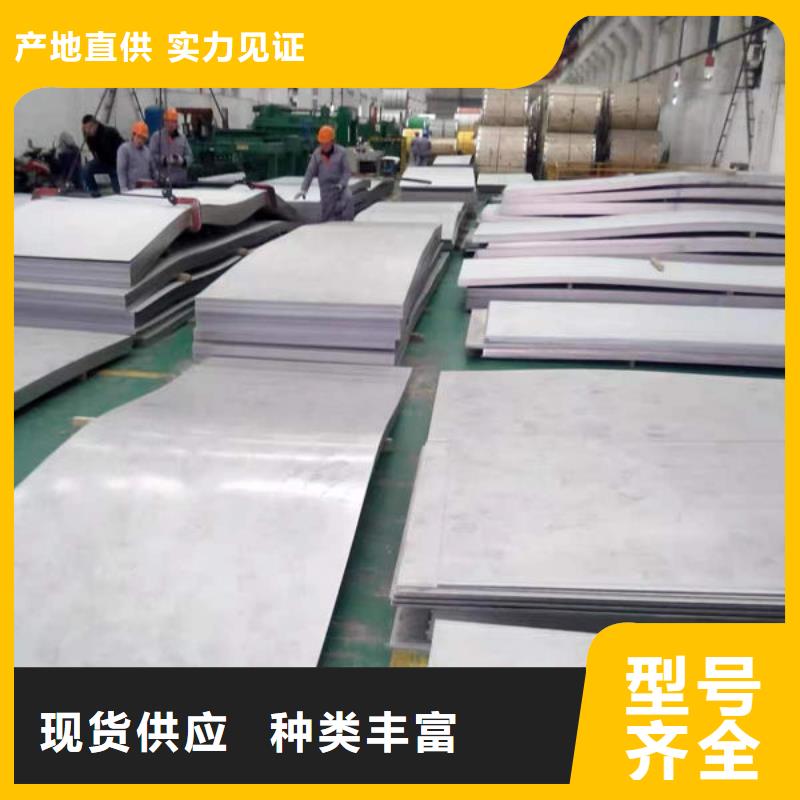





双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
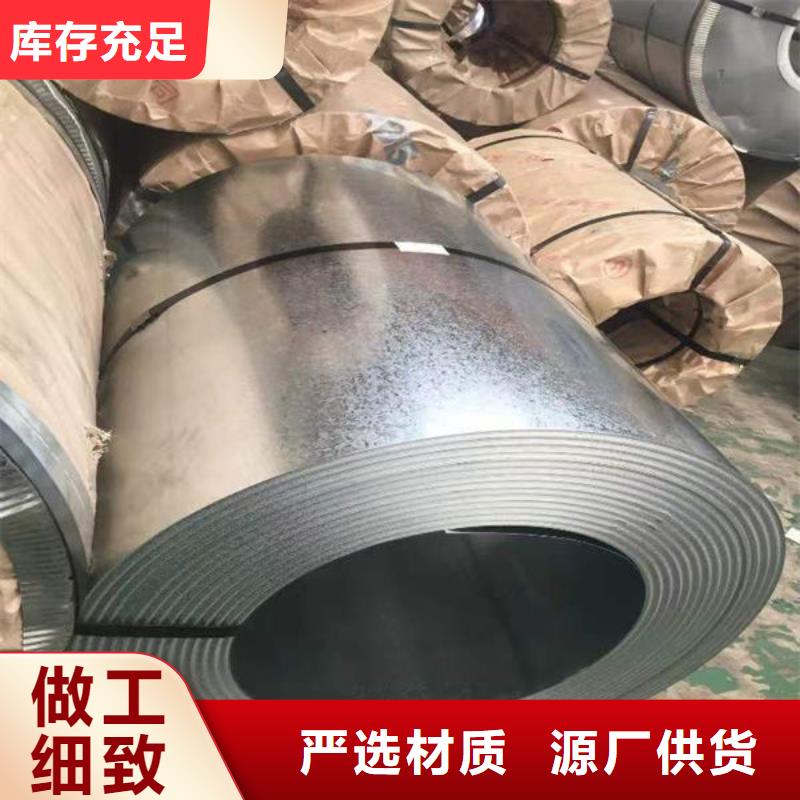
螺旋钢管厂家所生产的螺旋钢管品种多,在装卸过程中难免发生钢管损伤的情况,具体事项如下:1、螺旋钢管包装应能避免在正常装卸、运输和储存中松散和受损。2、如果需方对螺旋钢管的包装材料和包装方式有特殊要求的应在合同中注明;如未注明,包装材料和包装方式有供方选择。3、包装材料应符合有关的规定。如果没有要求包装材料,应达符合预定的用途,避免浪费和造成环境污染。4、如果客户要求螺旋钢管不能在外表上有磕碰等损伤,可以考虑在螺旋钢管之间采用保护装置。保护装置可以使用胶皮、草绳、纤维布、塑料、管帽等。5、薄壁螺旋钢管由于厚壁薄可以采用管内支撑或者管外框架保护的措施。支架和外框的材料采用和螺旋钢管材质一致的钢料。6、 规定螺旋钢材采用散装的方式。如果客户要求打捆可以酌情考虑,但是口径必须在159MM到500MM之间,。打捆的材料使用钢带打包并扣紧,每道应至少拧成两股,并根据螺旋钢管的外径和重量适度增加,防止松散的情况发生。7、定尺的螺旋钢管可以不打捆。
方管在加工时总共分为六步,哪六步呢?一、不锈钢弯头变厚壁方管,每个方管钢材的长度方向会使厚壁发生变化;二、加工方管的断面,将圆形断面变为方形、椭圆形、或多边形等;三、带封底或卷边类的方管,增加管端总力度向管的内侧或外侧卷边;四、不锈钢材弯头变成直径方管,将管端或管上某一部分直径减小;五、不锈钢弯头弯曲方管,我们在日常生活中接触比较多的就是将直管变为不同半径的弯管;六、带圆缘和凸缘的方管,圆缘的方管指的就是管的圆周方向形成凹槽的或隆起的方管。带凸缘方管指的是管子端部向外凸或内侧!
螺旋钢管生产有多种执行标准,分为国标和部标,那么GB/T3091螺旋钢管、GB/T9711螺旋钢管和SY/T5037螺旋钢管有哪些区别呢?通常销售人员都会告诉客户壁厚有区别,部标下差1mm,国标下差0.5mm,其实不然。螺旋钢管钢材的标准是根据它的适用范围和验收规定来区分的,部标SY/T5037-2012的螺旋钢管适用范围是普通流体输送管道,国标GB/T9711-2011适用范围是石油天然气工业管线输送系统用钢管,而GB/T3091-2008的螺旋钢管是用于燃气、水煤气、空气、采暖、蒸汽等低压流体输送管道。
