




衬塑管道安装施工注意事项:
(1)衬塑管道切割过程中的废料应集中堆放,不得随意丢弃,并在施工现场清理。
(2)的压力试验完成后,按照既定的排水方案排水,不得任意排放。
(3)衬塑管道不得在施工现场焚烧油漆,塑料粉末等,以免产生有毒,有害烟雾和恶臭气体。
(4)在衬塑管道的施工过程中尽量使用低噪音电动工具,以避免噪音污染。
(5)使用电焊,气焊和明火时,必须按现场管理人员的规定申请热火。明火应远离易燃物品,并应在现场准备消防设备,并提供必要的保护,并应保护专职监护人。
(6)在高处工作时,操作人员应佩戴“五点式”带,并拥有牢固可靠的操作平台。在钢衬塑料管道架的施工中,还应在管架上安装绳和可靠的上下梯。
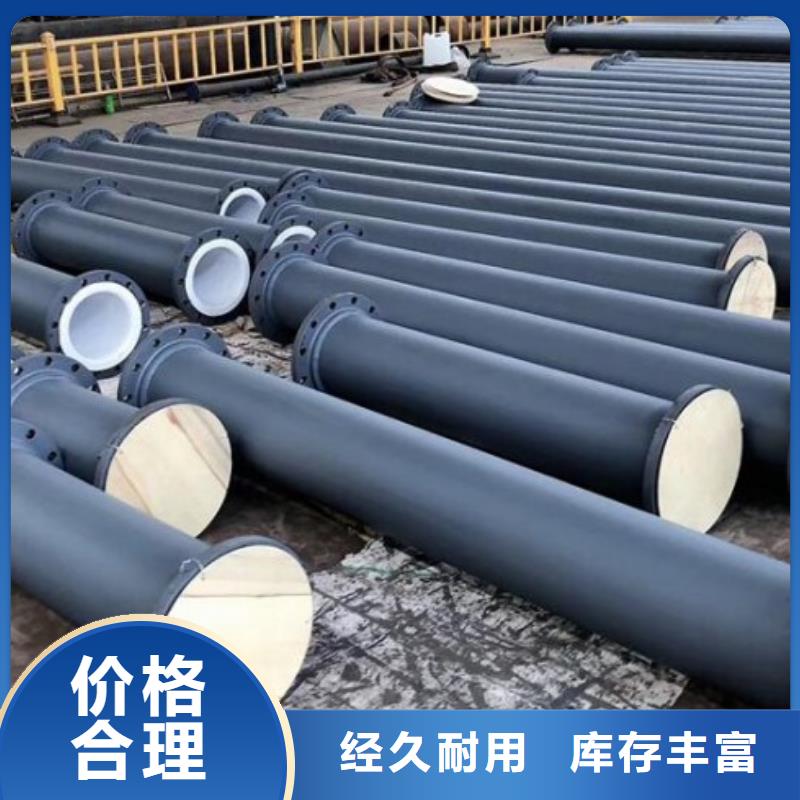
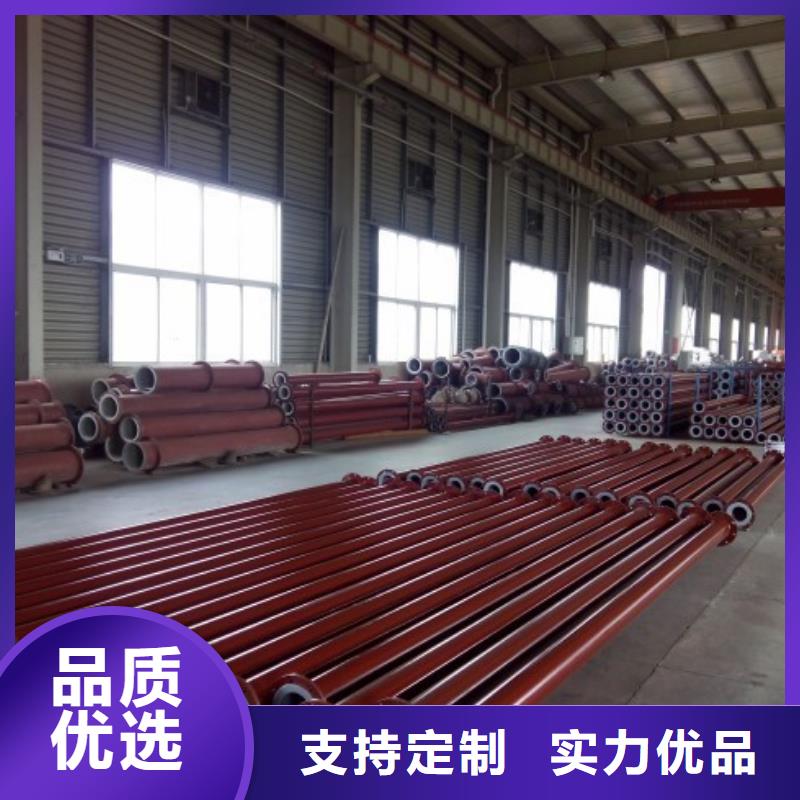
我公司专业生产、对外加工衬塑钢管、衬塑弯头、衬塑三通、设备衬塑、衬塑异径管等衬塑产品,是整个河南地区衬塑钢管生产厂家,公司拥有大型衬塑生产车间,有喷砂除锈房,高温加热炉,电火花检测设备,可生产DN25-DN1200衬塑直管,长可以做到6米每根,也可以根据客户要求来图制作。衬塑钢管的连接形式一直是大家所关心的问题,连接方便与可靠是关心的。衬塑钢管全部采用法兰连接,法兰压力与钢管一定要相同,这样才能保证衬塑管道顺利长久的运行,一般正常法兰压力采用10kg法兰或者16kg法兰。欢迎您来厂考察、洽谈业务!我公司生产的衬塑三通,"客户至上”是我们的经营宗旨,全心全意的做好服务是“客户至上”的必然要求。纵横机械生产的各规格产品,设计合理,产品全部达到 标准,产品畅销全国各地。可根据要求加工各种管道的衬胶工程,达到您满意为止。



纵横机械制造有限公司批发零售: 贵州安顺dn100不锈钢衬塑管,货源充足,常备库存,现货充足,目前公司客户遍布全国各地,公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,公司优势:货源充足,价格合理,高端服务,宁可一诺不许,许则一诺千金,欢迎新老客户来电咨询洽谈。



衬塑管的滚塑工艺:
滚塑又称旋转成型,是一种热塑性塑料中空无缝成型的加工方法。英文表达为Rotational Moulding。下面给大家粗略讲解下制作工艺。
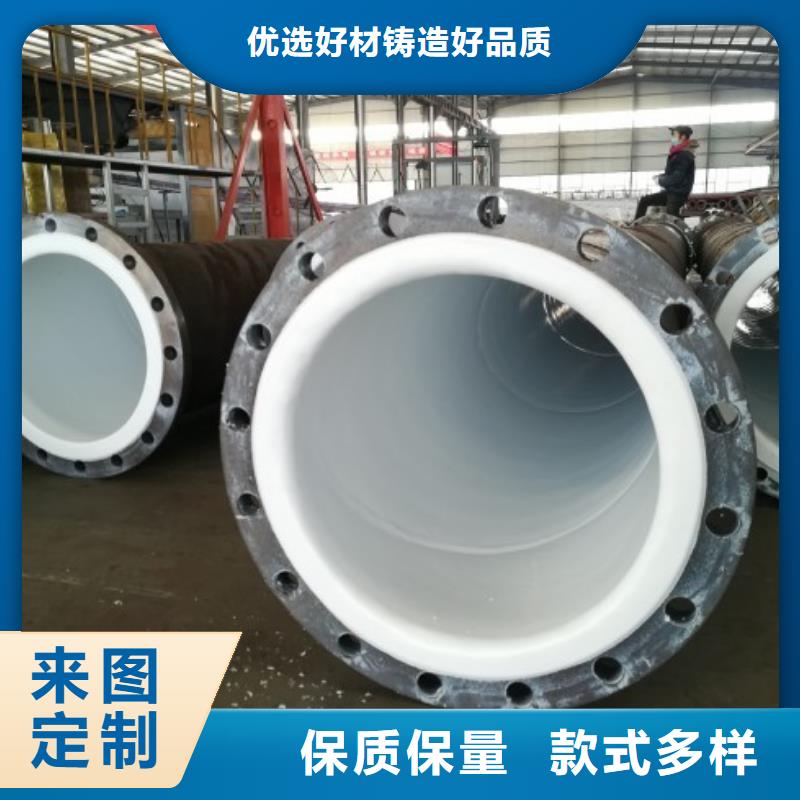
1、先将粉状或糊状的内衬介质(根据用途聚乙烯PE、聚烯烃PO、聚四氟乙烯PTFE等)放入模具内
2、加热和纵横向的对模具进行滚动旋转,使物料借助重力均匀布满模具内并融化
3、待冷却后脱模而得到衬塑钢管。
洛阳纵横自建厂以来就取得ISO9001质量保障体系认证,对采购,生产,销售以及售后服务等环节实施严格的监和管理。我们可以根据用户需要指派技术员免费指导,协作完成工程。公司产品质保一年,质保期内可免费享受维修服务,在质保期内出现问题的产品,省内外3小时内答复,24小时内提供解决方案。
工业生产车间将产生废水。废水处理离不开管道,但工业废水中含有酸性或碱性腐蚀介质,为保证正常运输和运行,还需要管道防腐措施。防腐内衬塑管道具有与工业生产不可分割的耐腐蚀特性。这是防腐衬里塑管道存在的意义。在当前的化学工业中,衬塑钢管之所以能够广泛地应用于产品中,首先,防腐具有安装简单、防腐性能好的优点。2防腐衬塑管道衬里可根据客户的工作条件选择。内衬塑料管道采用碳素钢管材,无需任何塑料焊接,使产品更加可靠。3衬塑钢管的产品特性也非常突出。广泛应用于供水、化工、市政等领域。包括塑料衬里弯头、衬塑三连杆、内衬塑料减速机等。衬塑管件的加工工艺与衬塑管道相同,内衬塑料管件由PE、PO、PP、PTFE等热塑性优异的化学材料制成。
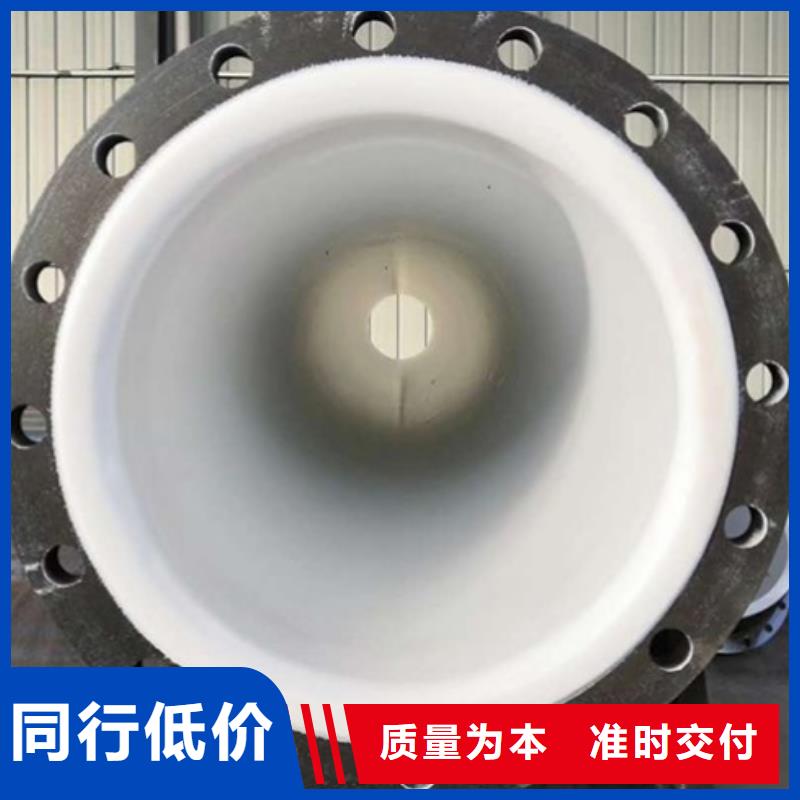
我公司生产的,具有耐腐蚀、耐老化、无锈、无味、、内壁光滑、耐高压等特点,与其它管道相比:其卫生指标、理化性能及成本上都有着明显的优势。公司生产的衬塑防腐材料解决了各行业管道腐蚀、老化等而造成的难题,由此一跃成为给排水工程,输气工程,化工行业等理想的管道选择。碳钢,衬塑管特点:1.具有优良的物理性能。2.具有极好的耐腐蚀性能。3.机械强度与钢管相同。4.卫生、不积垢,不滋生微生物、保证流体品质。5.耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴极剥离。6.安装工艺成熟、方便快捷。7.耐候性好,适用沙漠、盐碱等苛刻环境。8.管壁光滑、提高输送效率、使用寿命。



防腐衬塑管道厂家
衬塑钢管管件的钢与内层塑料之间结合强度不应小于1.5MPa。其各项性能均应满足《钢塑复合管》(GB/T28897-2012)的要求。
循环水管道应用领域:
1、化工行业:酸、碱、盐的制造业、化肥、化学、橡胶塑料等行业输送腐蚀性气体、 液体、固体粉末的工艺管及排放管。
2、电力工程:工艺用水回水输送、化水、废渣、粉煤灰输送。
3、冶炼行业:金属冶炼中腐蚀介质的输送。
4、矿山行业:矿粉、矿浆、矿渣、尾矿排放,回填、通风、抽放和喷浆等。
5、制药行业:输送各种腐蚀性介质、污水、废水。
6、油田气田:含油污水,气田污水,油气混合物,采油及集输工艺管道。


防腐衬塑管道在安装过程中应重视以下几个主要方面:
1、下料加工:
主要控制钢衬塑管道切割的长度、切口的平直度、飞边毛刺的清理和坡口的加工;DN100mm以下的管子切割一般采用砂轮切割机入行,大口径中低压、管子一般采用气割或等离子切割,坡口可以采用手把砂轮机打磨加工;高压管切割和坡口加工,一般均采用管床或坡口机来完成;切口平直度的超标,会影响管口组对间隙的均匀。坡口的加工也应该按照规程要求角度进行,坡口过大,会造成人工、材料和机械的浪费,加大安装成本,坡口过小,容易造成未焊透,夹渣等焊接缺陷,因此,对下料加工工序质量的控制,终的目的主要是保证焊接质量和安装尺寸。
2、标识:
预制管道的每道焊口必须做好标记,尤其合金钢材质及特殊材质管道。标明焊接日期、焊工号、焊口编号,按照单线图把每截管段用油漆标明管线号及管段编号,以免给安装带来混乱,造成焊口无法追踪,致使交工资料与实物不符,特殊材质管道使用位置发生错误等;预制完成的管段必须将端部管口封闭。
3、焊接:
焊接质量的控制是工艺管道施工主要的控制环节,要求焊工严格按照焊接作业指导书进行;影响焊接质量的因素很多,除了管口组对和坡口的影响外,还受焊工素质、焊接材料、天气环境等影响;焊接工作在车间内或地面上进行,环境影响较小,质量相对好控制,主要控制好焊材烘烤质量,严格按照烘烤、发放制度执行,控制焊工每次焊条的领用量,监督焊条桶正常使用;如果工艺要求预暖和热处理的焊口,必须严格控制好每道口预暖和热处理温度,高压管焊接还应注意打底质量的无损检测;
4、安装:
工艺管道钢衬塑管道管件的现场安装是质量控制的难点,受现场安装条件和环境因素制约,必要时应采取适当的质量保证措施;现场焊接的焊口一般均是固定口,质量比较难控制,所以一定要控制好以下几个方面:在预制阶段,对每名焊工进行观察并统计其合格率状况,因为人是质量控制环节中的 要素;管口现场组对质量也必须按照要求进行;
如果碰到风、雪、雨、湿度大等天气,必须要求采取有效的防护措施,才允许施焊;合金钢管冲氩气难度很大,所以是现场质量控制的薄弱环节,也应是质量检查的重要的环节,可以采取药皮或药芯焊丝进行打底,但此工艺必须通过焊接工艺评定认可,而且焊工经过考试合格。
施工检验
工程质量的好坏一定程度上要靠检验来衡量,无损检测、试压、吹扫作为工艺管道安装的必要组成部分,同时也是工艺扫尾的一种手段,更是对施工质量的检验。这就要求必须有一定的计划安排,严格按照规范要求实施。
1、无损检测
无损检测比类必须严格按规范要求进行,对每名焊工每条管线的焊口均应抽检到,发现不合格焊口,必须返修合格并且加倍抽检,直到合格为止,否则对该焊工焊口检测;合金钢材质的管道热处理后还应对其进硬度测量。
2、试压
A、试压前:试压范围的钢衬塑管道管件管道安装工程除涂漆、绝热外已按设计图纸全部完成,安装质量符合有关规定;试验用压力表已经校验,并在周检期内,其精度不得低于1.5级,表的满刻度值为被测 压力的1.5-2倍,压力表不得少于2块;待试管道于无关系统已用盲板隔开,管道上的阀, 板及仪表元件等已经拆开;试压前,注液体时应排尽空气。
B、所有需无损检测的管道必须检验合格后,相关部分、单位认可后方可试压。
C、水压试验时环境温度不宜低于5℃、当环境温度低于5℃时应采取防冻措施。
D、试压过程中:液压试验应缓慢升压,待达到试验压力后,稳压10min,再将压力降至设计压力,停压30min,以压力不降,无渗漏为合格;对位差较大的管道,应将试验介质的静压记入试验压力中。
E、试压后:应及时拆除盲板,排尽液体。排液时应防止形成负压,并不得随地排放。
3、吹洗
A.吹洗前需编制吹洗方案,具体吹洗方法应根据对管道的使用要求,工作介质及管道内表面的脏污程度确定。蒸汽管道应以蒸汽吹扫;非热力管道不得用蒸汽吹扫。
B.对于有特殊要求得管道,必须采取相应得吹洗方法。不允许吹洗得设备及管道应与吹洗系统隔离;吹洗得顺序应按主管,支管,疏排管依次进行,吹洗出的脏物不得进渗透已合格得管道。
C.冲洗时,宜采用 流量,流速不得低于1.5m/s;水冲洗应连续进行,以排出口得水色和透明度与渗透口水目测一致为合格。
D.蒸汽管道吹扫前,应进行暖管,及时排水,并应检查管道热位移;吹扫顺序应按加暖-冷却-再加暖得顺序,循环进行。同时流速不应低于3m/s。
E.管道吹洗合格并复位后,不得再进行影响管内清洁得其他作业。
总结
一个工程的质量决定工程的使用寿命,一个好的业主评价可能会给施工单位在市场树立一个好的形象,一个好的形象可以带来一个好的发展空间。在日益激烈的市场竞争的大环境下,质量将作为诸多砝码中很关键的一环。只有严把质量关,才能有更大的发展。
公司专业生产钢衬塑管道脱硫管等系列的多规格管材及管件产品具有节能环保耐磨防腐等特点。产品质量和售后服务得到了客户的一致好评,我们愿与您携手合作共同为中国的碧水蓝天事业贡献力量。



