


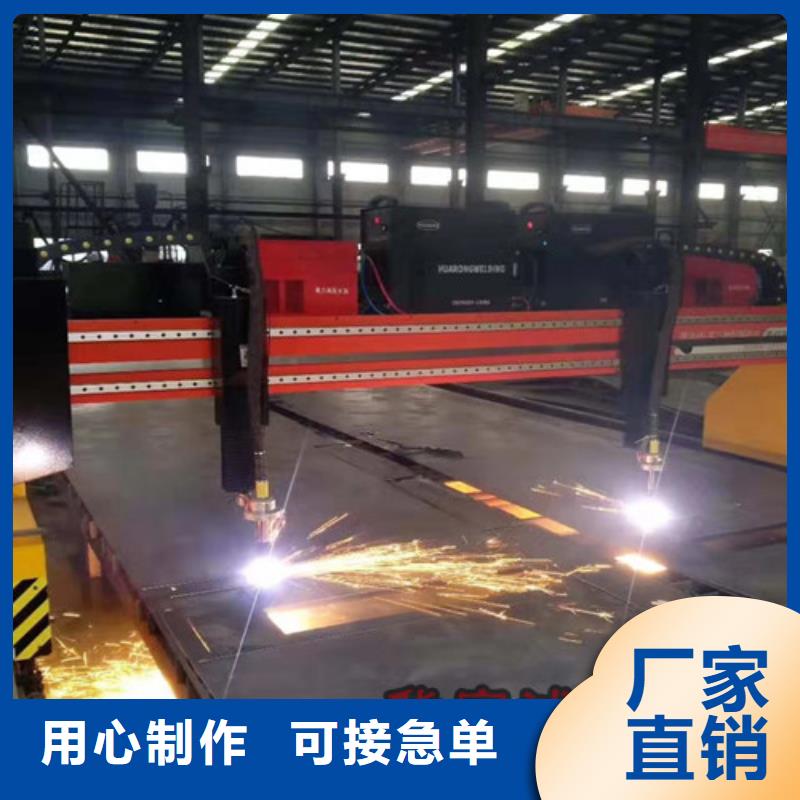


一分钟的时间,对于了解我们的【数控等离子切割机】龙门式激光切割机原厂制造产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:【数控等离子切割机】龙门式激光切割机原厂制造的图文介绍

华宇诚数控科技有限公司是从事 广东汕尾12000w激光切割机的专业厂家。在相关行业有着多年的营销经验,着重提供相关应用的解决方案,服务于国内多家上市企业,保证售前产品专业,售后服务放心,能针对客户特殊应用寻找符合性能的产品以满足客户需要,做到供需双赢。



市场上生产数控等离子切割机厂家很多,规模和质量也是参差不齐的。所以有的人该问了,到底该如何选择数控等离子切割机呢?其实每个人见识和立场不一样,想法也是不一样的。其实适合自己的还是要根据自身的需要来选择。接下来数控切割机厂家为您分享一下,选择数控等离子切割机时的注意事项。
数控等离子切割机该如何选择?
1、首先需要确定你要切割的材质和厚度。材质和厚度的不同,决定了你选择的切割方式。10mm以下碳钢用等离子切割,10-25mm碳钢等离子、数控火焰切割机均可,25mm以上碳钢所用等离子电源价格较高(且切割坡度较明显),小型企业尽量考虑火焰切割。
2、确定一下你是持续长时间的切割还是自动设置切割,及时检查机器的工作负载持续率。
3、数控等离子切割机的割炬上有各种外部零件是快速消费品,容易损耗。寻找耗材少的,能节省不少的成本。
4、寻找高配置的数控等离子切割机,虽然高配置不一定代表高精度,但是高配置的数控等离子切割机在质量上会更耐用一点。



数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。


日常的数控等离子切割机加工过程中,为了提高切割质量效果,需要操作人员关注数控等离子切割机几方面的因素和表现,南通阳光焊割在多年数控等离子切割机设备的研发生产中总结了如下五大要素,希望能给广大用户企业一些帮助和参考:1. 数控等离子切割机弧高也就是电弧高度,由于等离子弧是橄榄球外形,所以电弧高度严重影响切割质量,假如选择不当,将会形成切割面不垂直或者严重偏向,普通来说,厚板的弧高要小于薄板。2. 数控等离子切割机弧压经过调理弧压来调理输出等离子能量的大小,弧压越大,输出的能量就越大。3. 数控等离子切割机延迟主要用于穿孔,延迟的目的是为了可以正常穿孔,是切割时从穿孔到行进所需的时间,厚板时延迟时间要大于薄板。4. 数控等离子切割机移动速度合理的参数只要一个 移动速度。5. 数控等离子切割机自动调高系统自动调高系统中主要调理的是穿孔高度,穿孔高度的设置是为了穿孔时维护割炬,不合理的穿孔高度容易损坏易损件以至形成烧抢的严重结果。



