



防撞护栏是由不锈钢(SUS304)与优质碳素结构钢(Q195-Q235,SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢1美观的华丽外表抗腐蚀1能和碳素钢结构强度大的诸多突出优点与纯不锈钢管相比,不锈钢防撞护栏节约了成本,增加了强度。是纯不锈钢管的佳升级换代产品.真正实现了装饰与负荷的1结合。防撞防撞护栏不仅显著改善了钢管的表面1能和使用1能,铝合金防撞护栏的用途拓宽了其使用领域,还作为节能和绿色环保新材料,代表着产业发展方向。2001年,该产品被列入下属中国社会调查所特别产品。2002年10月,防撞防撞护栏标准GB/T18704-2002顺利,防撞防撞护栏从原材料选用,工艺选择,质量标准,桥梁护栏-桥梁防撞护栏-铝合金防撞护栏-防撞护栏-桥梁护栏厂家
<潍坊>宏达友源金属制品有限公司 <潍坊>宏达友源金属制品有限公司 <潍坊>宏达友源金属制品有限公司 <潍坊>宏达友源金属制品有限公司不锈钢防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜焊丝用Ф0.8~Ф1.2㎜牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右应注意不要过份打磨否则很容易将不锈钢表层磨破露出钢管这样就需要修补加大了工作量.可在施工前先切一小段试焊熟悉一下一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
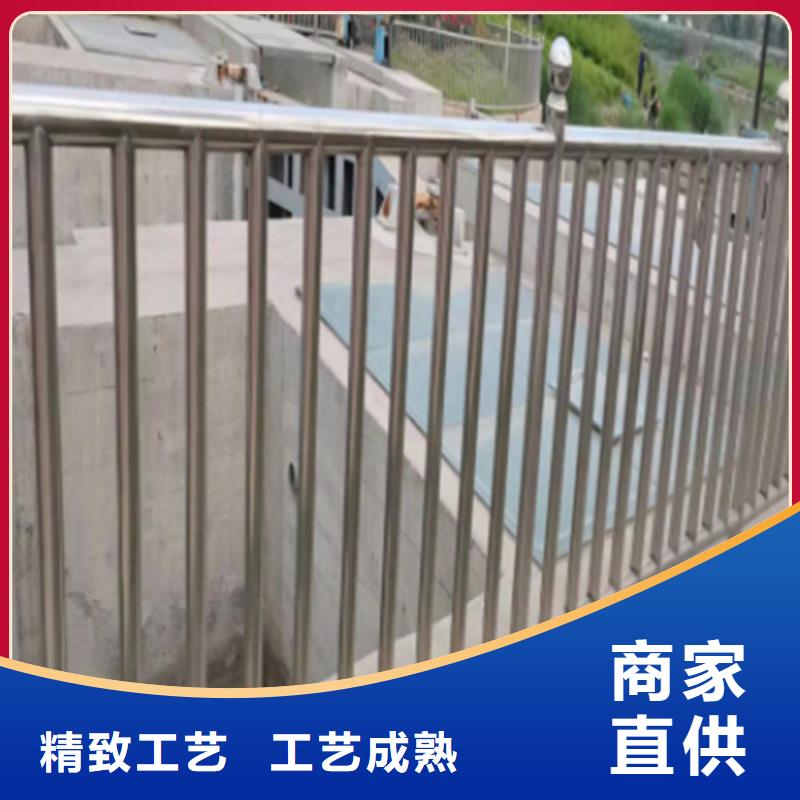
桥梁护栏采用镀锌(zinc)钢管制作的多采用静电喷涂等工艺进行表面处理,产品塑层可抗紫外线(Ultraviolet rays),具有不爆皮、不开裂的特性,颜色鲜艳亮丽,表面光滑等特点,受到市场的极度欢迎。立柱的表面防腐处理采用镀锌喷塑,颜色可以根据实际需求定做。桥梁护栏又称作防撞护栏,可以经受住车辆的强烈撞击,从而保证桥梁行车的,和行人的。桥梁护栏表面光亮,产品样式大气,受到了城市天桥以及主要交通大桥的广泛(extensive)使用。桥梁护栏的安装方便快捷,立柱底端焊接又叫法兰凸缘盘或突缘盘,可以与桥梁的预埋件焊接成为一体,也可以通过膨胀螺栓(组成:头部和螺杆组成)固定在桥梁的水泥地上。桥梁护栏形式的选择,首先应根据公路等级,综合考虑其性(security)、协调性、需防护对象的特性及现场几何条件等因素(factor)确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。

