您的位置>首页 >重庆当地频道中心 >
滚筒钢板卷管图片直缝焊管服务为先
更新时间: 2025-02-11 21:36:19 浏览次数:19
以下是:滚筒钢板卷管图片直缝焊管服务为先的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
以下是:滚筒钢板卷管图片直缝焊管服务为先的图文视频
导读 在重庆市采买滚筒钢板卷管图片直缝焊管服务为先到山特金属制品有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-15206358344,QQ:940273024,地址:《聊城经济开发区汇通国际金属物流园发货到重庆市 万州区、涪陵区、渝中区、大渡口区、江北区、沙坪坝区、九龙坡区、南岸区、北碚区、綦江区、大足区、渝北区、巴南区、黔江区、长寿区、江津区、合川区、永川区、南川区、潼南区、铜梁区、荣昌区、璧山区、梁平区、城口县、丰都县、垫江县、武隆县、忠县、开县、云阳县、奉节县、巫山县、巫溪县》。 重庆市 重庆市地处中国西南部,是长江上游地区经济、金融、科创、航运和商贸物流中心,全国兼具五种类型的物流枢纽、西部大开发重要战略支点、“一带一路”和长江经济带重要联结点及内陆开放高地;有世界文化遗产大足石刻、世界自然遗产武隆喀斯特和南川金佛山等景观。
简约设计,不简单内涵。观看我们的滚筒钢板卷管图片直缝焊管服务为先产品视频,用少的话语传达真实的产品价值。
以下是:滚筒钢板卷管图片直缝焊管服务为先的图文介绍

山特金属制品有限公司不断创新的企业文化培养了一支的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 重庆冷拨圆钢产品及服务,为顾客创造价值,为社会进步做出贡献。



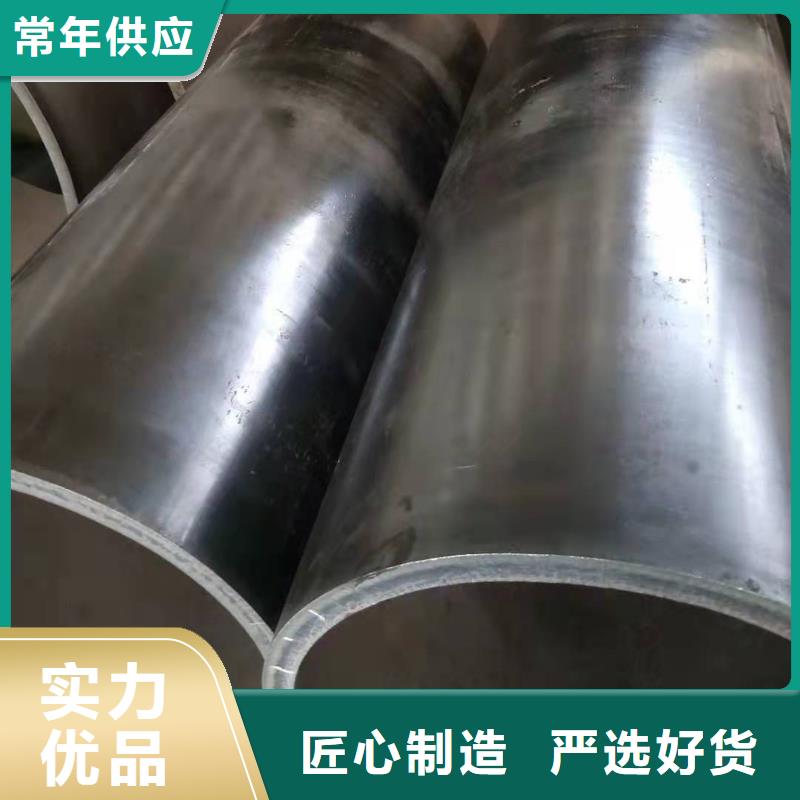
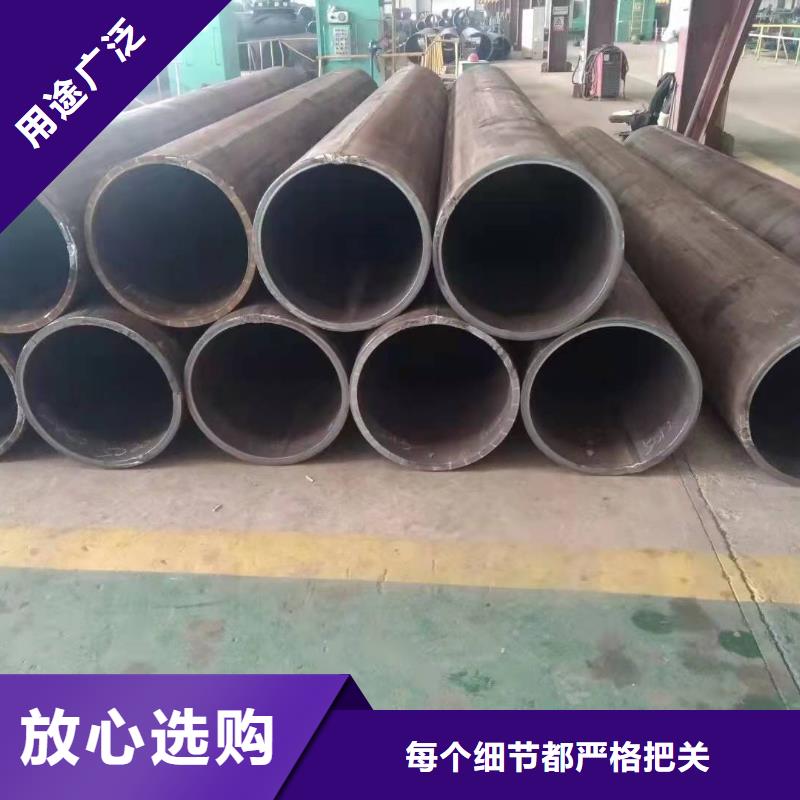
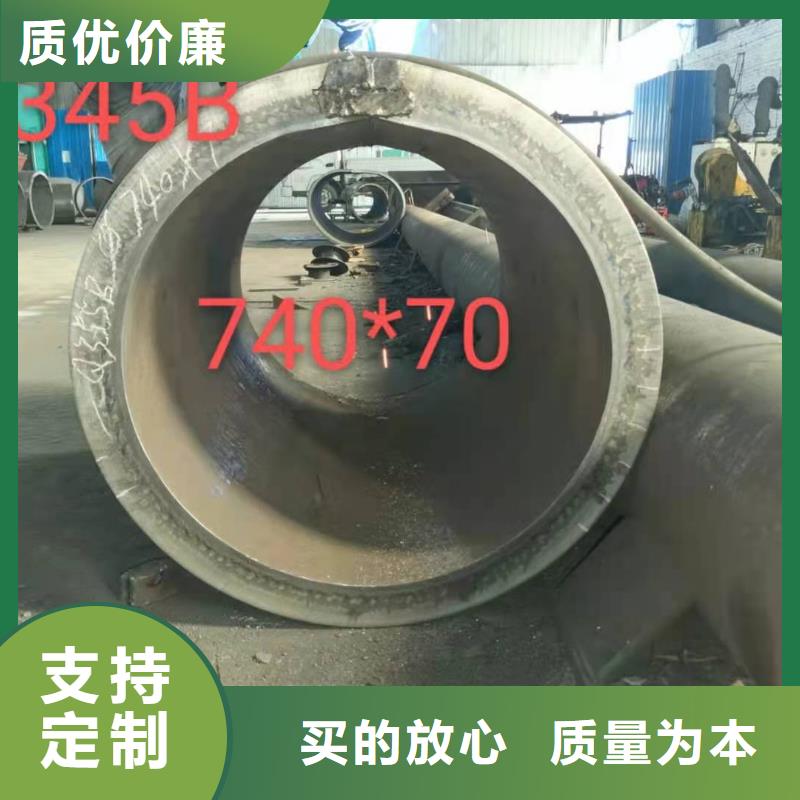
钢板卷管钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



山特金属有限公司小口径钢板卷管对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 小口径钢板卷管焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。


总结 选购滚筒钢板卷管图片直缝焊管服务为先来重庆市找山特金属制品有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-15206358344,{QQ:940273024},地址:[经济开发区汇通国际金属物流园]。