





昭通钢筋锯切镦粗套丝打磨生产线支持定制

在带锯床锯切过程中不必切削液,或切削液品种挑选不妥,配比失调,都将导致双金属带锯条锯条齿部过早磨损,严峻的将引起机床零件的发热而缩短运用寿命,然后进步生产成本,下降生产率。切削液的份额是依据资料的机械性能、化学成分,锯齿资料而确定的。引荐份额为:易切钢为%,度钢为%,其他资料为%。 切削液的运用要注意以下几点:)为避免切削液因化学改变,下降功用,运用机床切削液的容器:管路、水泵,要用金属清洗剂完全清洗,并用自来水冲刷,再用洁净棉纱抹洁净。(不能用洗衣粉、皂水清洗)。)直接用自来水和清洁水配制,不必加热和其它处理。)定时查看切削液是否发霉、发臭、铲除杂物、铁屑,必要时替换切削液。
带锯床油一热液压柱升不起来的原因分析

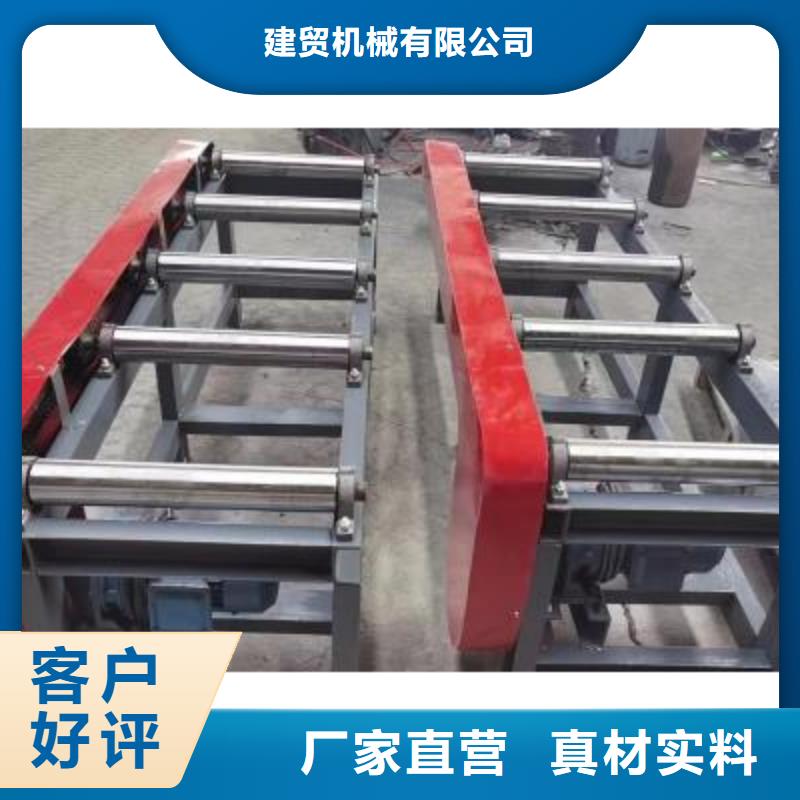
昭通DLH-450型锯切套丝生产线主要由备料架(1)、锯前输送轨道(2)、锯切主机(3)、锯后输送卸料轨道(4)、一号送料平台(5)、一号送料辊道(6)、二号送料平台(7)、二号送料平台送料辊道(8)、一号套丝机(9)、二号套丝机(10)、套丝成品储料槽(11)、锯切余料储料槽(12)、电控柜、操作柜十四部分组成。设备采用数字化控制,响应速度快,具有结构简单、易操作、效率高、功能强、维护方便的特点。(如需钢筋打磨机可定制)钢筋锯切套丝效果图墩粗打磨自动套丝生产线详细技术参数钢筋传送速度90m/min平均耗电量6kw/h料仓级数4*2镦粗机直径范围16-32mm的钢筋镦粗后钢筋直径比母材增大5mm镦粗力3000KNM打磨机直径范围12-50mm的钢筋铣刀电机转数1440转/分钟端头平整精度±0.3mm套丝直径范围12-40mm的钢筋套丝长度100mm锯切套丝打磨墩粗生产线占地面积29m*8.5m*2m
工业的开展前景是非常广阔的。其间数控锯床得到了广阔用户的喜爱以及一致好评。用户能够依据自己的自己要求来挑选愈加合适自己的锯床,锯床种类繁多,每款都有它自己的特色优势,被广泛的运用于锯切职业中。关于锯切职业的专业人员来说愈加青睐于数控锯床,这其间的原因是什么呢 ,下面就跟我们一起来探讨一下吧。
数控锯床的根本构造
南湖钢筋带锯床先进锯床
不伤工件外表。金属圆锯机又名切管机,而一般的金属圆锯机(切管机),望文生义,能够通切一些常见的金属:铜、铁、铝、不锈钢等。带锯机主要由床身、锯轮、上锯轮升降和仰俯设备、带锯条张紧设备、锯条导向设备、工作台、导向板等组成。带锯床床身由铸铁或钢板焊接制成。锯轮分有幅条式的上锯轮和幅板式的下锯轮;下锯轮为主动轮,上锯轮为从动轮,上锯轮的分量应比下锯轻2.5~5倍。锯床锯切的精度禁绝确是啥原因?
此外,金属带锯床的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,金属带锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,立式金属带锯床维修,每100mm切割高度的误差仅为0.1mm。
锯床的维护与保养1、锯床的维护与保养:
(1)在机床使用前,对机床的导轨、轴承等应按润滑系统要求,施加润滑油;按要求清洗液压油池,更换液压油。
(2)机床工作时,应首先启动液压系统,然后空车运行15分钟 ,未发现异常现象后,方可进行切削。
(3)每天工作完毕后,应将带锯条放松,以便延长使用寿命。
(4)每天工作完毕后,双金属带锯床用途,应将工件拖离出机床,清扫切屑和其它物品,擦干工作台面上的、导轨上的冷却液。 将锯架下降到下端位置,并垫好垫木块。
(5)每天下班时必须关掉总电源开关以防意外。
(6)一般一年应更换液压油一次。
