







复合土工膜的选择诀窍有哪些复合土工膜选择时候的诀窍:复合土工膜规格的选择与下垫层平整度、材料允许拉应力、材料弹性模量、铺设范围内的较大水头及覆盖层较大粒径等有关,其厚度设计除考虑主要由水压力要求的强度外,还需考虑暴露、埋压、气候、使用寿命等应用条件,并按现行有关标准的规定确定设计厚度及实际厚度。很多时候这类材料就是具有抗拉强度非常高,以及其承受水压力的能力非常强,这样在坝体出现变形的时候同样能够阻止水从中透过,这就是它在使用中的较大特性。经编复合土工膜以合成纤维为增强材料,通过与复合土工膜复合而成的土工材料。
防渗土工膜以塑料薄膜的不透水性隔断土坝漏水通道,以其较大的抗拉强度和延伸率承受水压和适应坝体变形;无纺布通过针刺或热粘成形,具有较高的抗拉强度和延伸性,防渗土工膜与无纺布结合,不仅增大了塑料薄膜的抗拉强度和抗穿刺能力,而且由于无纺布表面粗糙,增大了接触面的摩擦系数,有利于防渗土工膜及保护层的稳定。同时,它们对细菌和化学作用有较好的耐侵蚀性,不怕酸、碱、盐类的侵蚀,在避光使用情况下,使用寿命长。在防渗土工膜与无纺布的精心配合下,相信需要它们保护的建筑物会越来越好的。也会越来越多的被应用到建筑建材市场,为大家带来更多技术保障。
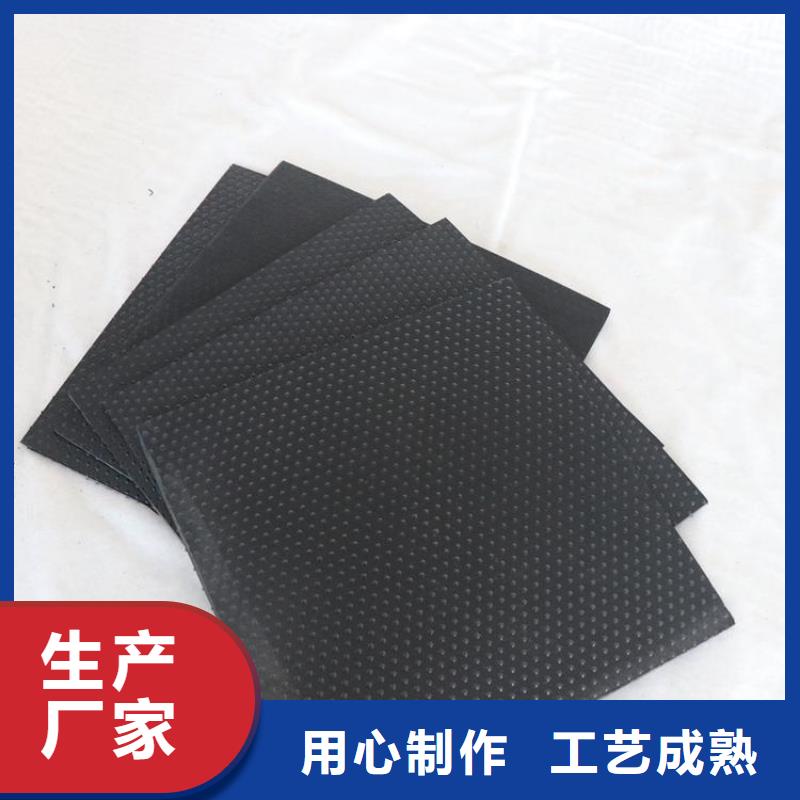
在工程中运用,糙面土工膜不仅能运用于光面土工膜运用的范围内(房顶防漏、园林绿化、农田水渠的防渗和水土保持、滩涂围垦造田、环境工程中废物填埋、三废处理和环境整治、避免沙漠化等工程),还能用户陡坡、边坡需求摩擦系数大的工程项目中(山区施工、陡坡施工等)是工程项目中的施工材料。
光面土工膜外表润滑,摩擦系数低,糙面土工膜外表凹凸不平,摩擦系数高。目前,土工膜糙面成型办法主要包含喷丝加糙法、轧花成糙法、化学发泡成糙法和氮气(N2)加糙法等。加氮气喷糙法及技术喷丝加糙法及技术喷丝加糙法是将润滑面土工膜预热,使所需加糙土工膜面层到达热变形温度以上,经过特别的喷塑设备喷丝,将熔融状塑料丝喷涂在所需加糙的土工膜外表,经过冷却制得粗糙面层的办法。喷丝加糙法归于二次成型,即将润滑面土工膜再一次加工成型,可将压延成型和吹塑成型技术出产的润滑面土工膜进行预热喷丝,得到糙面土工膜,也可将预热和喷丝工序直接增加到土工膜出产线中,以完成糙面土工膜的接连化出产。
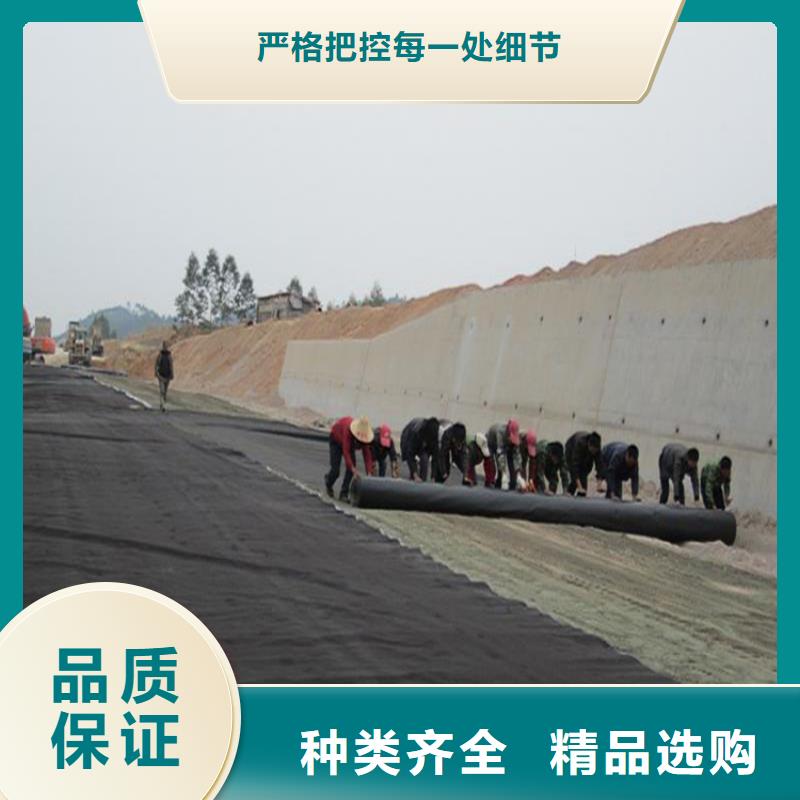
挡墙整齐、干净,富于艺术感染力,面板可根据要求设计成各种图案满足景观设计的要求。这种方法适用水利、航运、市政、园林和交通等领域,而且也不受季节限制。土工膜的耐静水压原理在土工膜两侧压力水头达到一定值后,土工膜就会破裂。保持土工膜的上述压力至少2h观察渗流管水位变化情况,土工膜水位基本稳定(渗流量为0),则以0.1-0.2mpa为差逐增加压力,每均保持2h直至出现渗流量快速增加现象,表明试样已出现破裂,此前一压力即作为耐静水压(mpa)。逐增加试样两侧水力压养,并保持一定时间,当渗流量急速增加,表示试样受到破坏,也就获得了试样的耐静水压值。土工膜如只需判定土工膜样品是否达到某一规定耐静水压值,则可直接加压到此压力并保持2h再判定是符合要求。
HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产厂家派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。
焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。
