




我们的不锈钢复合管铸造石护栏追求品质产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:不锈钢复合管铸造石护栏追求品质的图文介绍


同时增强不锈钢水管挨建筑室内运用还能抵达免的效果。的免节约下来的本钱是一笔客观的支出,而这笔支出可以经过采用增强不锈钢管节约下来。输水管早采用增强不锈钢管就早让用户饮水安康;早采用增强不锈钢管就早让供水企业经济效益。另外,近期河南省雾霾严重,安阳地域PM5指数高曾超越300,属于严重级别,老百姓日常生活也已遭到较大影响,因此对更趋严厉。环保风再次刮起,华中以及华北地域钢厂消费或将遭到较大影响。后,铁路运输道路饱和,影响钢厂原料到货速度以及废品材运输。往常的护栏,曾经开端在我们的生活起到了很重要的作用。特别是在住宅小区,以及一些公共的场所这一种,更是会经过护栏,中止个更好地防护。同样的,往常的护栏也开端呈现了不同的材质,其中的不锈钢护栏,更是成为了往常很多的中央都会直接运用到的护栏。 现往常,各种各样的管道产品在我们生活中得到了运用,过不锈钢复合管跟其它管道产品相比存在着很大的优势。大家也知道我们平常运用的管道产品防腐性能低,很容易呈现损坏,所以大家不锈钢复合管很受消费者的喜欢。可能大家也很想了解不锈钢复合管到底有哪些优势呢?内衬不锈钢复合管同时统筹了内外两层钢管的优点,也避免了各自的优势,所以,近几年来,在建筑设计单位应用比较普遍,内衬不锈钢复合管技术特性主要有:机械性能较好。由于复合管的内外两层都是金属材料的,所以它的抗冲击性和抗压性比较强,合适在建筑中给水的立管和地埋敷设。比如说我们的不锈钢复合管假定要与道路中止整体衔接的话,就一定要在道路铺设的时分中止预埋安装设备,通常会将金属螺栓和固定板先预埋在道路上,然后在运用完道路以后,中止焊接或者运用螺栓衔接,后螺栓衔接或者焊接的时分要中止检验。



卓越不锈钢复合管护栏有限公司坐落于弋江区高新技术开发区恒昌路10号,交通发达,物流便捷。主营产品: 浙江宁波国道抗冲击围栏。公司秉承“诚信、优质、共赢”的经营理念,坚持用户至上、服务周全原则,用心解除客户所忧;以科技服务和优质产品服务客户;始终坚持以“想顾客之所想,急顾客之所急”的经营理念,不断前行;公司坚持技术的力量、不断创新、不断超越,与客户共成长。



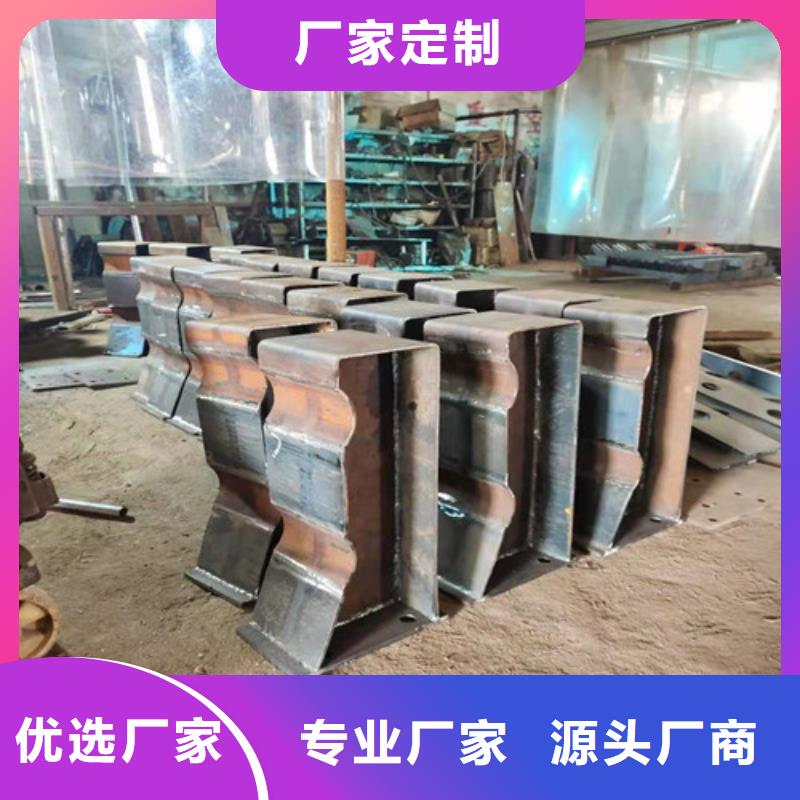
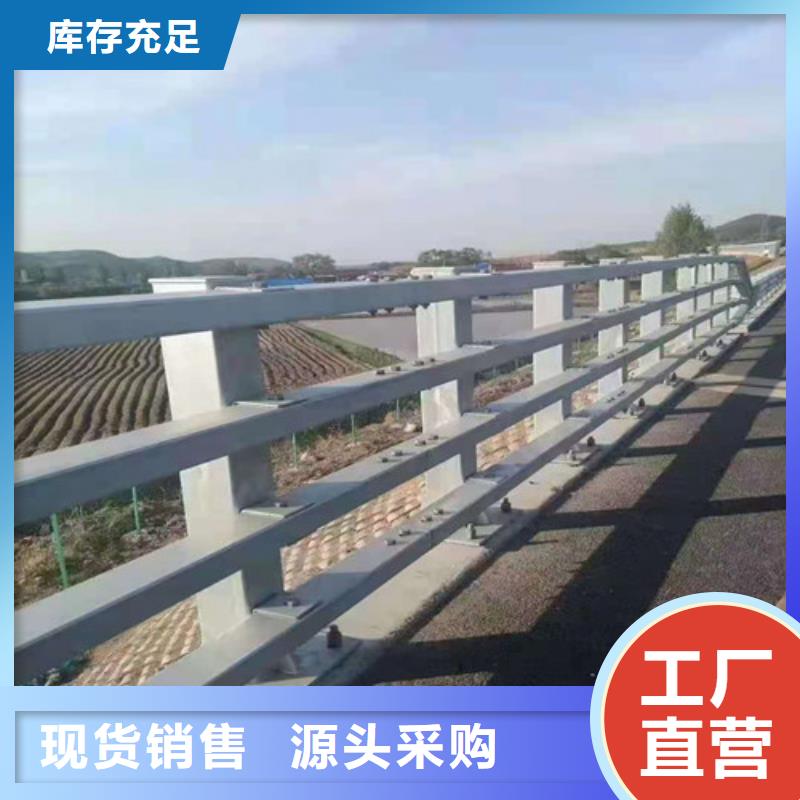
相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。预埋底板安装预埋件(后加埋件)栏杆预埋件的安装只能采用后加埋件做法,其做法是采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定立柱固定点的位置,然后在地面上用冲击钻钻孔,再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。放线在加埋件施工的时候,可能产生误差,所以在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。抛光打磨全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。安装玻璃镶配有机玻璃,玻璃等栏板,栏杆玻璃类型、厚度应符合设计要求,并应使用厚度不小于12mm的钢化玻璃。 不锈钢护栏清洁保养注意不要发生表面划伤现象,不要用粗糙和尖锐的物料去擦洗不锈钢,特别是镜光的,要用柔软一点的,不易脱落的布料去擦洗,砂钢和拉丝表面,要顺着纹路去擦,不然很容易搞花表面。避免使用含漂白成分以及研磨剂的洗涤液、钢丝球、研磨工具等,为避免残余洗涤液,腐蚀不锈钢表面,洗涤结束时要用洁净水冲洗表面。 不锈钢表面有灰尘以及易除掉污垢物的,可用肥皂、弱洗涤来洗,粘结剂成份,使用酒精或有机溶剂(乙醚、苯)擦洗。阳台护栏是阳台对外边际的美化和防护设备,跟着人们生活水平的进步,在装饰阳台时考虑多的就是耐腐蚀,再就是漂亮,阳台护栏的原料种类也随之增多。其间常见的有不锈钢阳台护栏、铁艺阳台护栏、铝合金阳台护栏、锌钢阳台护栏、PVC阳台护栏、喷塑阳台护栏等。



不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
