


想要知道3寸镀锌管现货齐全产品如何?看视频就知道!看视频,选产品更明智!
以下是:3寸镀锌管现货齐全的图文介绍


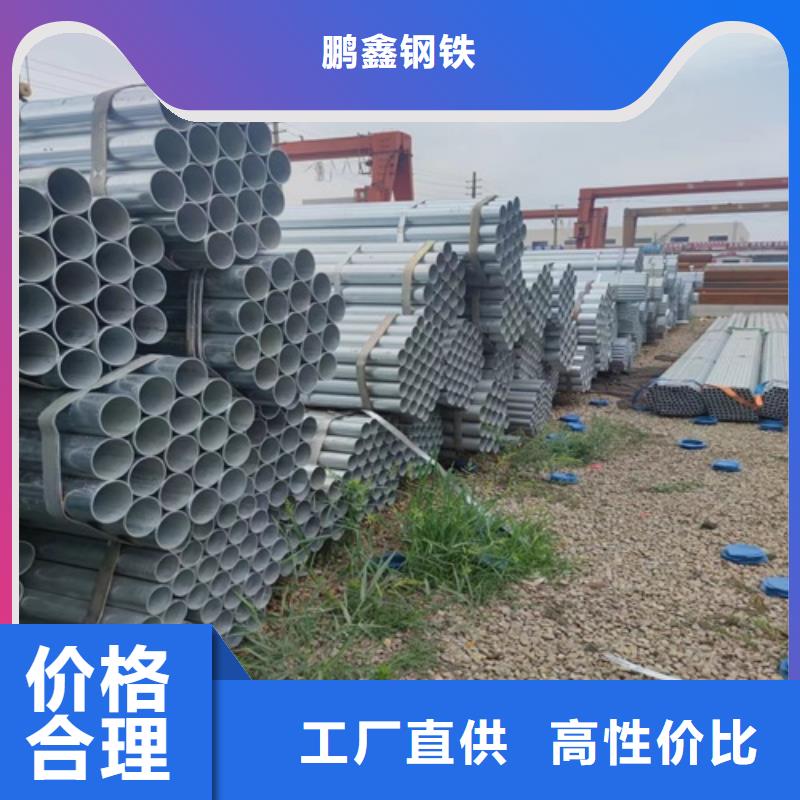
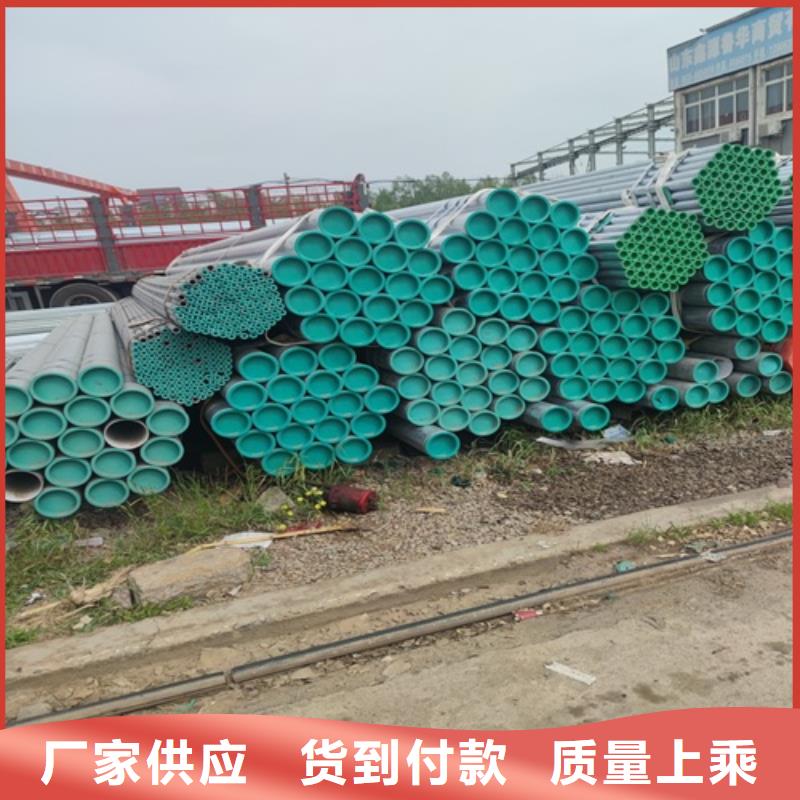
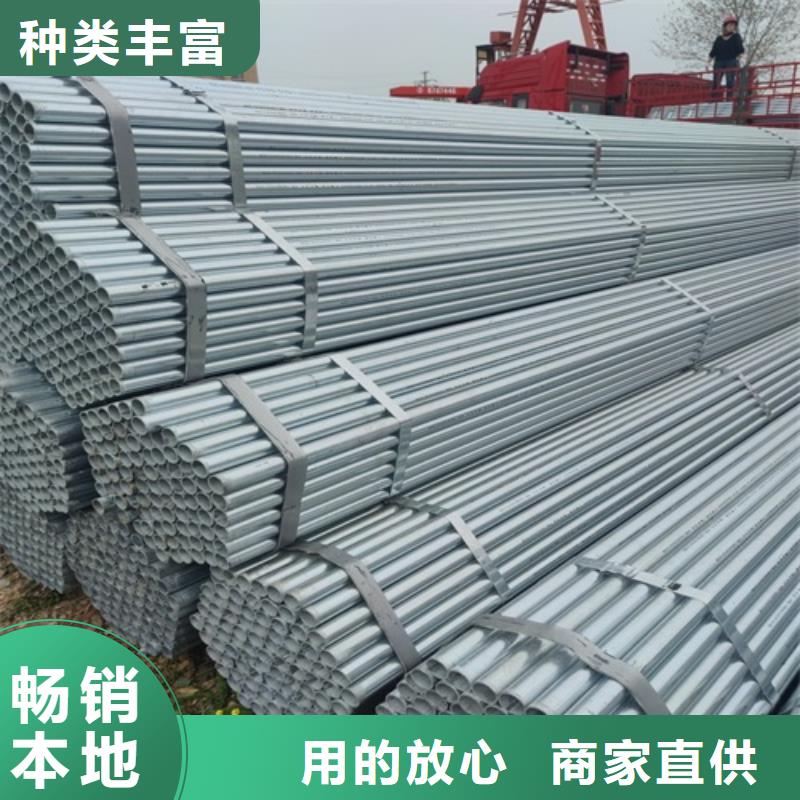
镀锌管,又称镀锌钢管,分热镀锌和电镀锌两种,热镀锌镀锌层厚,具有镀层均匀,附着力强,使用寿命长等优点。电镀锌成本低,表面不是很光滑,其本身的耐腐蚀性比热镀锌管差很多。为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,为了防腐蚀,有的要进行有效渗铝处理。 为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8-2寸八种。用08、10、15、20或者195-Q235的钢带制作成的,为了防腐蚀,有的要进行有效渗铝处理。老房子大部分是用的都是镀锌管,现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的。



安徽铜陵镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。



鹏鑫钢铁有限公司经过近几年来的业务发展,本公司已具备 安徽铜陵焊管类行业的实用技术,完善的服务体系,开拓出国内的广大应用市,服务于全国。



镀锌无缝管热处理工艺。镀锌无缝管的冷轧工艺要求在尽可能低的温度下粗轧使马氏体变形,以提高镀锌无缝管的形核率,在镀锌钢管区域进行精轧,然后选择较高的开卷温度 是为了获得粗晶镀锌钢管体,降低热轧卷材的强度。传统的热轧工艺规定终轧温度在变化点以上,以防止在变化区冷轧,否则,热轧带钢会因流变应力的突变而造成物理性能不均匀,产品厚度不均匀。镀锌钢管的冷轧是在轧件进入精轧挤压机之前,将马氏体转变为镀锌钢管。粗轧仍是在完全马氏体状态下进行,然后将热轧带钢温度降低到变化。 镀锌管的渗氮处理方法主要是采用渗氮炉,将镀锌钢管放入料架中,然后用驱动器将产品工件吊起放在炉底加热。另外,可以制作出炉门负重吊装设计方案的氮化炉,根据墙上吊挂专用工具,将工件垂直加热到墙上。氮化炉的炉壳一般由减速电机和电动自动升降机驱动。炉盖合上后,还要夹紧地脚螺栓,以保证氮化炉真空泵的气密性。先真空包装,再通入N2进行氮化热处理工艺。镀锌钢管的氮化处理是指某种物质在一定温度下,使工件表面成为有机化学热处理工艺产品的一种有机化学热处理方法。 显然,由于镀锌钢管区冷轧板坯的加热温度低于基础冷轧,可以大大降低加热能耗,同时提高热处理炉的生产能力。 较低的加热温度还可以减少热轧带钢的加热,从而减少热轧带钢因内应力引起的疲劳开裂和开裂,减少热轧带钢的磨损; 超低温冷轧还可以减少二次锌灰。提高热轧产品的表面质量,也提高酸洗钝化线的运行速度。 生活实践证明,用镀锌钢管热轧生产的薄热轧带钢代替传统的冷轧、淬火、热轧带钢,可以大大降低产品成本。



安徽铜陵镀锌管的规格与应用 由于镀锌管应用非常广泛,其质量标准更是非常重要。在外形和重量方面,其长度为6m,,每批重量不超过总重量的5%,且长度不小于2m。其次,在端部形状,其两端应在镀锌前右角与钢管轴线,内外切口毛刺高度不应超过0.5mm。后是它的标记问题。镀锌钢管应标明标准的标准号和尺寸,以及制造商的名称。 安徽铜陵镀锌管在建筑行业广泛的应用,主要用于防腐蚀的工业及民用建筑屋面板、屋顶格栅制作;在轻工业中主要用于家用电器外壳、民用烟囱、厨房电器的制造,汽车行业主要用于汽车耐腐蚀部件的制造;农牧渔业主要用于冷冻加工工具,粮食储存,肉类和水产品;主要用于商业材料储存、包装等。

