

以下是圆钢-产品规格齐全的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
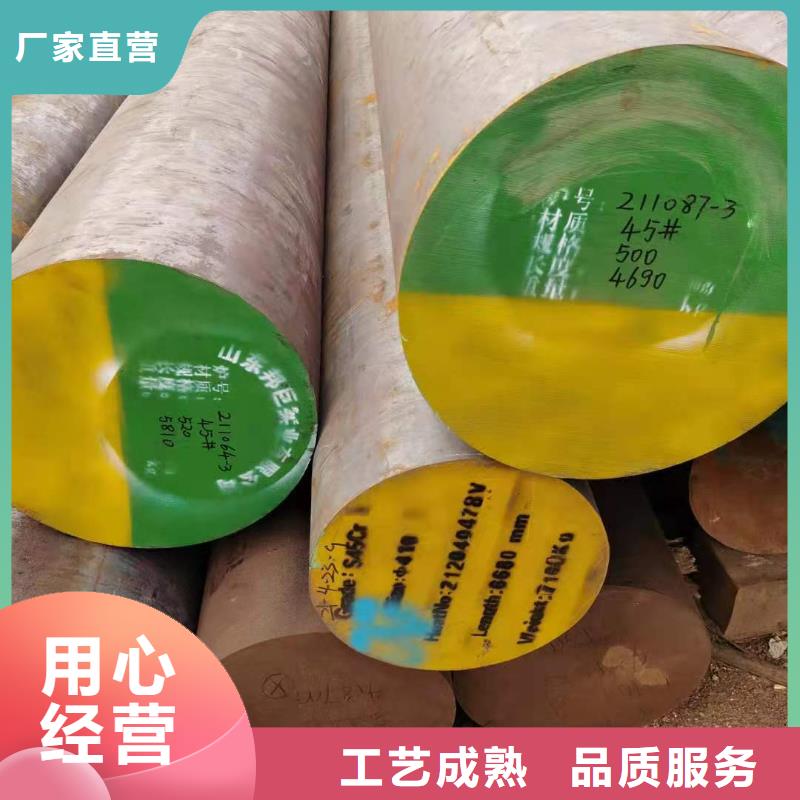
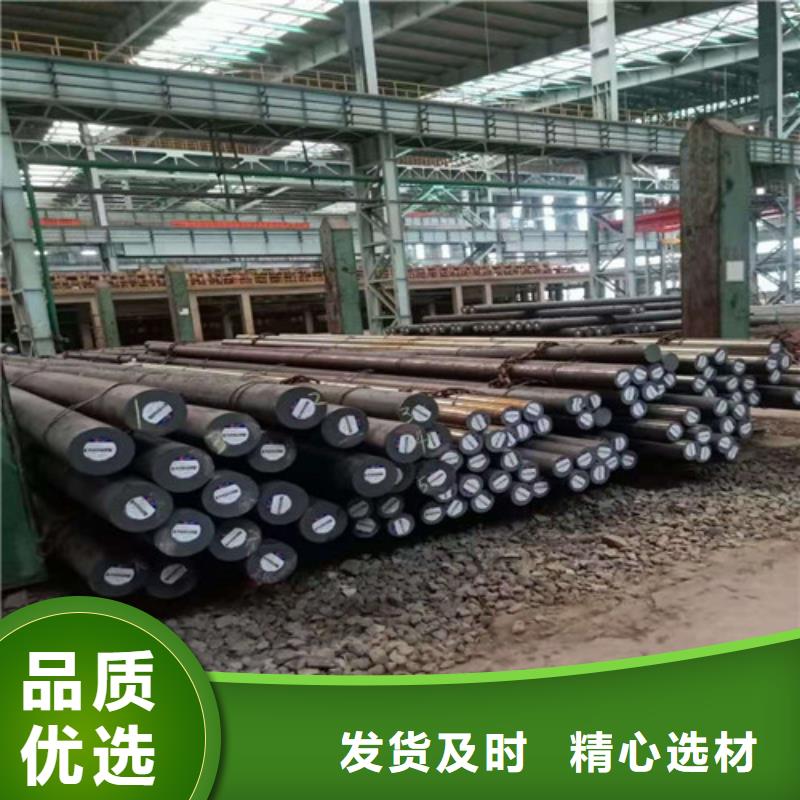
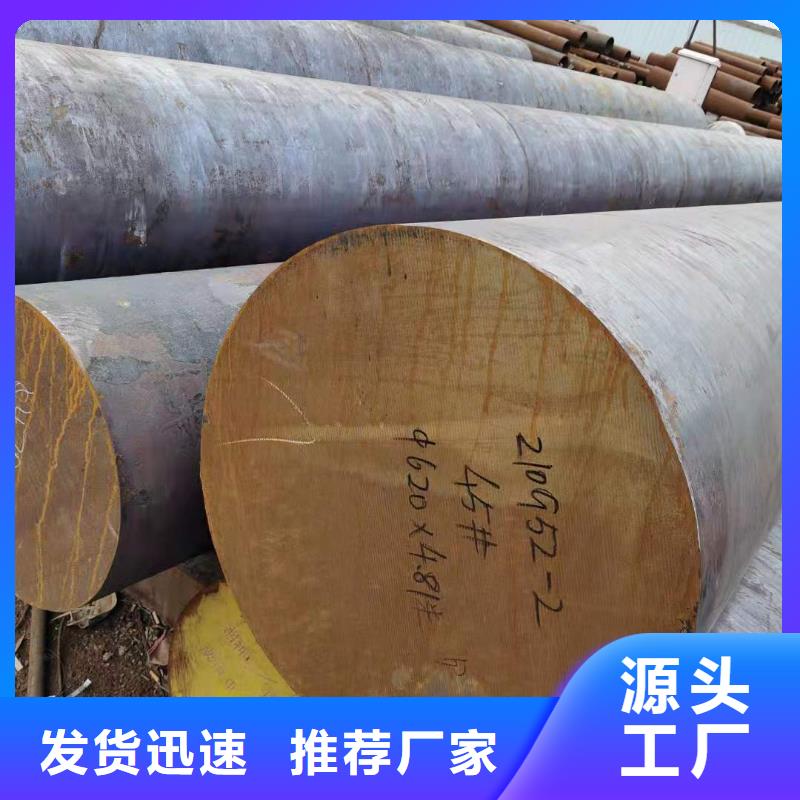
以下是:圆钢-产品规格齐全的图文介绍

鑫邦源特钢有限公司是一家以生产 杭州西湖GB/T8163-2018 流体管为主的厂家、以客户需求为发展的根本,保障服务质量,不断提高发展技术和服务领域,为客户提供便捷、优质、的服务。 一贯秉承、便捷、优质、的服务理念,全体职工发扬“团结、奋发、、奉献“的精神,以“保证质量、用户满意“作为永恒的追求和郑重的承诺,愿以先进的技术、优良的设备、科学的管理,竭诚为广大客户提供省时、省力、省钱、、快捷、方便的优质服务。愿在您的信任和大力支持下共创美好明天



圆钢的性能如何判断?
圆钢的性能包括屈服点、抗拉强度、硬度指标、断面收缩率、断后伸长率。
1、屈服点
具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
2、抗拉强度
试样在拉伸过程中,在拉断时所承受的大力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的能力。
3、硬度指标
金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。
4、断面收缩率
在拉伸试验中,试样拉断后其缩径处横截面积的缩减量与原始横截面积的百分比,称为断面收缩率。
5、断后伸长率
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。
圆钢的性能包括屈服点、抗拉强度、硬度指标、断面收缩率、断后伸长率。
1、屈服点
具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
2、抗拉强度
试样在拉伸过程中,在拉断时所承受的大力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的能力。
3、硬度指标
金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。
4、断面收缩率
在拉伸试验中,试样拉断后其缩径处横截面积的缩减量与原始横截面积的百分比,称为断面收缩率。
5、断后伸长率
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。



冷拔光圆又名冷拉圆钢,是在常温条件下,以超过原来圆钢屈服点强度的拉应力,强行拉伸圆钢,使圆钢产生塑性变形以达到提高圆钢屈服点强度,及改变规格形状的目的。
冷拔光元的尺寸是由冷拉模控制的,冷拉模非常光滑,所以冷拔光元表面很光滑,一般的中低碳素及合金钢都可以做成冷拔光元。与热轧状态相比,冷拔光元的尺寸精度高,表面质量好,表面粗糙度低,并有较高的力学性能。由于冷拉状态交货的光元表面没有氧化皮覆盖,并且存在很大的内应力,极易遭受腐蚀或生锈,因而冷拔光元的包装、储运均有较严格的要求,一般不可露天保存,室内保存还要注意控制湿度。
冷拔合金圆钢与其它钢筋的区别:
1冷拔合金圆钢外型不一样,圆钢外型光圆,无纹无肋,其它钢筋表面外型有刻纹或有肋,这样就造成圆钢与混凝土的粘结力小,而其它钢筋与混凝土的粘结力大。
2成份不一样,圆钢(一级钢)属于普通低碳钢,其它钢筋多为合金钢。3强度不一样,圆钢强度低,其它钢强度高,即直径大小相同的圆钢与其它钢筋相比,圆钢所能承受的拉力要比其它钢筋小,但圆钢的塑性比其它钢筋强,即圆钢在被拉断前有较大的变形,而其它钢筋在被拉断前的变形要小得多。


影响冷拔圆钢材质质量的因素有哪些
1、连铸坯(或初轧坯)的内在质量,尺寸、外形和表面质量及其稳定程度。
2、加热炉出口温度的稳定性,钢坯透热的均匀性。
3、轧机的结构方式,轧机规划的刚度和制作精度,尤其是预精轧机和精轧机。
4、轧机传动方式及其结构和制作精度。成组集体机械传动方式对机架间轧件张力操控更难.
5、轧机机架之间.轧件沿轧制方向的张力是否操控
6、轧制压力对制品断面的影响,尤其在连续式双线轧制情况下影响更大。
7、不同钢种材料有不同的轧制延伸特性,当轧件温度不一起,这一特性的影响很大。
8、轧槽磨损不均匀,孔型规划是否优化。
9、轧辊原料及轧槽的运用寿数不同;粗轧、中轧及精轧机架轧辊轧槽寿数匹配不一致。
10、装置结构方式及其制作精度。
11、钢材轧后是否在线操控冷却,是否在线进行热处理。
12、钢材在冷床上的冷却质量,精整工序(剪切、锯切、矫直、热处理、抛光、符号、捆扎、称重等)的质量;装备水平高低,是否配套齐全。
1、连铸坯(或初轧坯)的内在质量,尺寸、外形和表面质量及其稳定程度。
2、加热炉出口温度的稳定性,钢坯透热的均匀性。
3、轧机的结构方式,轧机规划的刚度和制作精度,尤其是预精轧机和精轧机。
4、轧机传动方式及其结构和制作精度。成组集体机械传动方式对机架间轧件张力操控更难.
5、轧机机架之间.轧件沿轧制方向的张力是否操控
6、轧制压力对制品断面的影响,尤其在连续式双线轧制情况下影响更大。
7、不同钢种材料有不同的轧制延伸特性,当轧件温度不一起,这一特性的影响很大。
8、轧槽磨损不均匀,孔型规划是否优化。
9、轧辊原料及轧槽的运用寿数不同;粗轧、中轧及精轧机架轧辊轧槽寿数匹配不一致。
10、装置结构方式及其制作精度。
11、钢材轧后是否在线操控冷却,是否在线进行热处理。
12、钢材在冷床上的冷却质量,精整工序(剪切、锯切、矫直、热处理、抛光、符号、捆扎、称重等)的质量;装备水平高低,是否配套齐全。

