



为了满足市场上对 甘肃嘉峪关护栏不同规格和工艺质量的需求。现每年自主研发或应客户需求开发设计推出多款 甘肃嘉峪关护栏新品。 “诚信、务实、创新、开拓”是公司的生存信念,凭着的产品和优质的服务,华尔新材料科技有限公司与国内众多公司、政府单位建立了稳定的业务合作关系,获得客户的一致好评。 我们愿以高品质的 甘肃嘉峪关护栏产品、优惠的价格、快速周到的服务与您共同创造出更美好的明天!



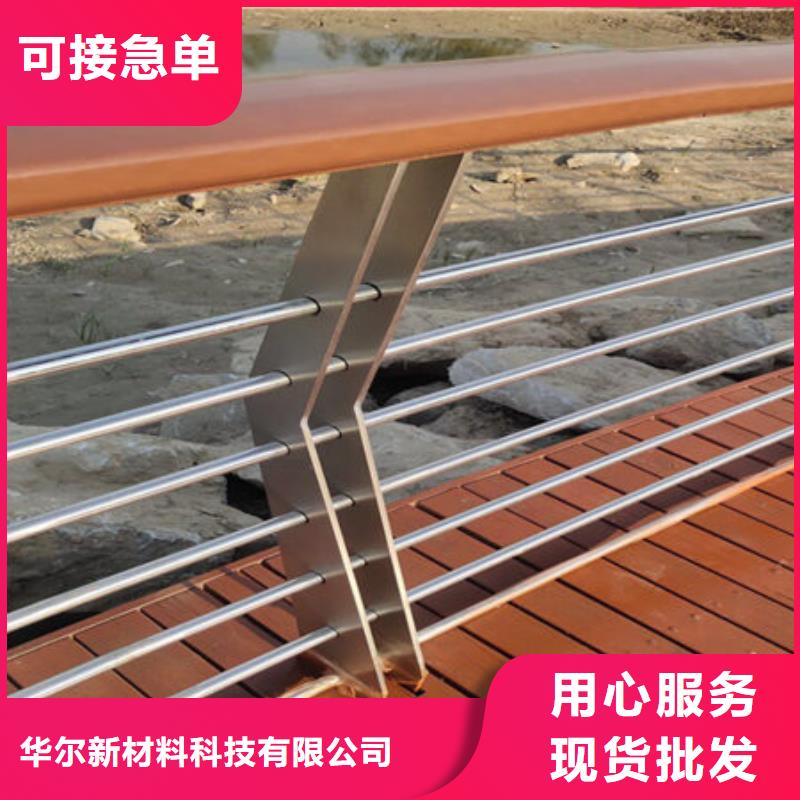
美观的不锈钢复合管护栏好在哪呢
如何桥梁护栏的几何尺寸及美观顺直是施工单位追求的目的,由于防撞护栏外形特性决议了施工技术不易和混凝
土护栏外观存在缺陷,其中尤以气泡多、表面线条不顺直难处理,不易克制。
按设置位置可分为路侧护栏和分隔带护栏路侧护栏,是指设置于高速公路路肩上的护栏。目的是避免失控车辆越
出路外,防止碰撞路边其它设备和车辆翻出路外,分隔带护栏,是指设置于公路分隔带内的护栏。目的是避免失控车
辆穿越分隔带闯入对向车道,并维护分隔带内的结构物。
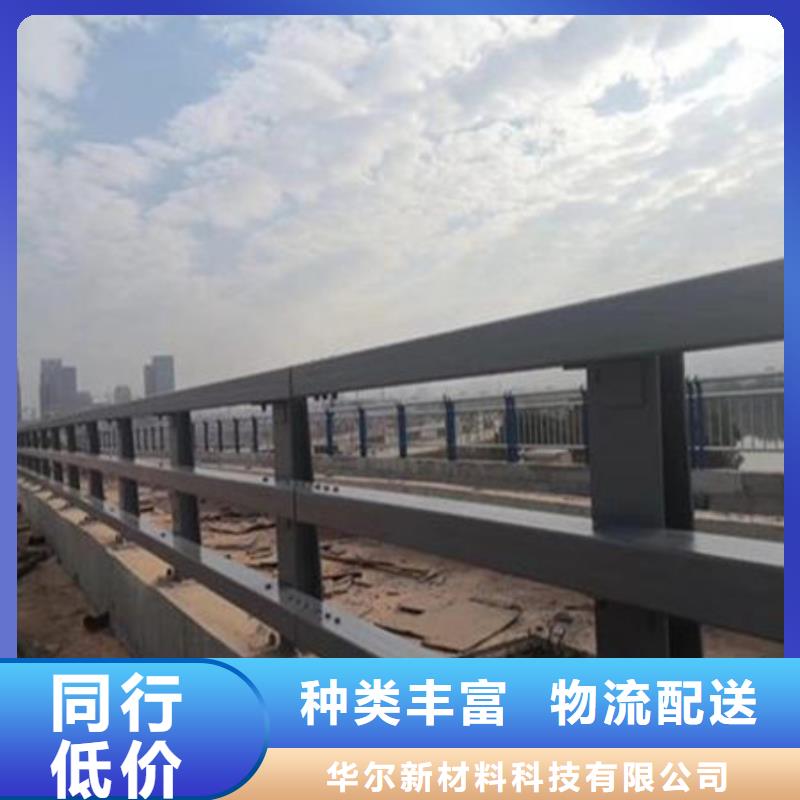
防栏护撞依照其受力力学特性可分为刚性护栏,半刚性护栏和柔性护栏三种方式。防撞护栏,作为高速公路的必
备设备,对高速行车平安、行车温馨度、高速公路景观、工程造价具有一定的影响,所以在建立高速公路时。
必需充沛认识各种防撞护段各种特性包括其防撞机理、工程造价、施工简易水平、养护本钱、防眩设备设置及与
通讯管道配置等。对某一条高速公路选用哪一种防撞护栏还必须分离其详细工程条件,作出选择。
不锈钢复合管护栏几钱一米草坪护栏采用特种原资料和特地的科学配方消费而成,具有比普通护栏高得多的强度
,可草坪护栏足够的强度和耐候性。采用了特种配方和专用的抗紫外线稳定剂。草坪护栏的表皮不会褪色、发黄、起
泡、翘曲和虫蛀。



华尔新材料科技有限公司坚持以共同发展、成长、共赢,创造价值;一切以客户的价值为根本;用感恩的心做人,用高质量 甘肃嘉峪关护栏赢的尊重! 竭诚欢迎新老朋友莅临我公司考察指导,并愿建立长期合作关系,我们将提供热情的服务 热诚为您服务!




不锈钢复合管护栏连接的方式和步骤?
不锈钢复合管护栏的用途是比较广泛的,在各种的建筑和施工中都是要注意相关的安装问题的,在实际的应用中
有的时候不锈钢复合管护栏并不是进行单独地使用的,而是和其他的管件连接在一起进行使用的。不锈钢复合管护栏
连接的科学性和正确性就成为了比较重要地问题了。对于怎样进行连接呢?以下是具体的方式和步骤供大家进行参考
:
全屏蔽双密封管件是一种解决了管道连接的密封的问题又解决了水质不受连接件污染的不锈钢复合管护栏配
套专用管件。全屏蔽双密封管件在研发之初首先确定的是要方便安装,所以研发时沿用了大家熟悉的玛钢管件的连接
方式和连接尺寸,这样一来只要会安装镀锌管就会安装不锈钢复合管护栏。
连接方式和尺寸都与镀锌管件相同但是输水效果是截然不同的,全屏蔽双密封管件在输水过程中,和不锈钢复合
管护栏输水的效果是一样的,水都只接触不锈钢,所以既连接可靠又有卫生保障。
在可靠的连接方式的支持下,在国内早推出了不锈钢复合管护栏,并在短短的几年内占据了输水管材市场的领
导地位。今天的管网工程,从市政供水管网到建筑室内管网,从医院建筑到学校建筑到酒店建筑到商务写字楼到居住
商品房都在使用不锈钢复合管护栏。


如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。



