
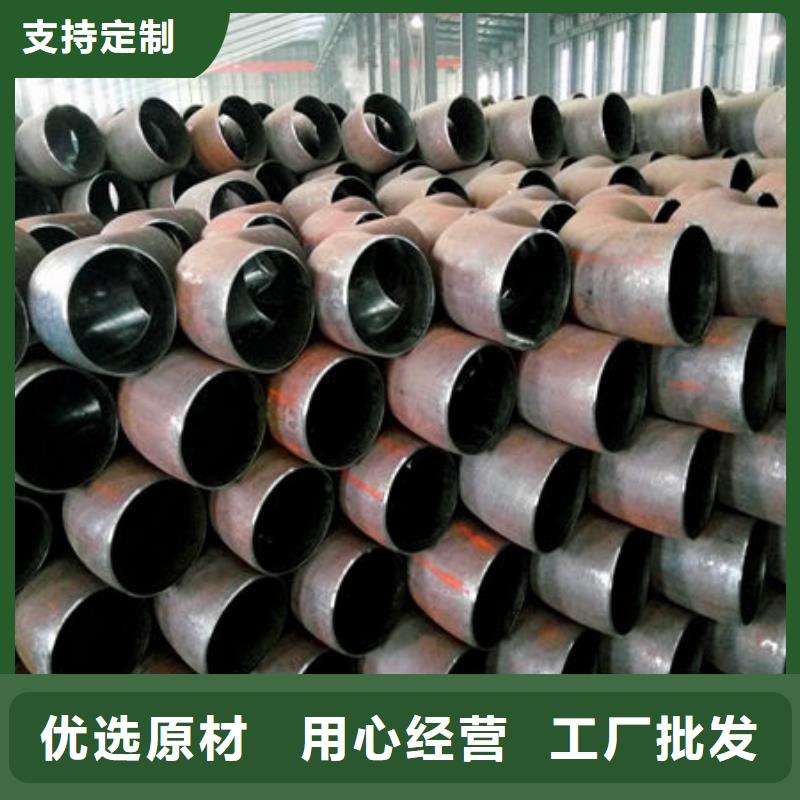








无缝钢管:由钢锭、管坯或钢棒穿孔制成的没有缝的钢管。用铸造方法生产的管子称铸钢管。在无缝钢管中是按用途及材料综合分类的,按材料分为碳钢和不锈钢(习惯叫法,不是国际分类)在不锈钢无缝钢管中,国内主要有以下一些(按标准号顺序排列)GB/T3089 不锈耐酸极薄壁无缝钢管GB/T3090 不锈钢小直径无缝钢管GB/T13296 锅炉、热交换器用不锈钢材无缝钢管GB/T14975 结构用不锈钢无缝钢管GB/T14976 流体输送用不锈钢无缝钢管。
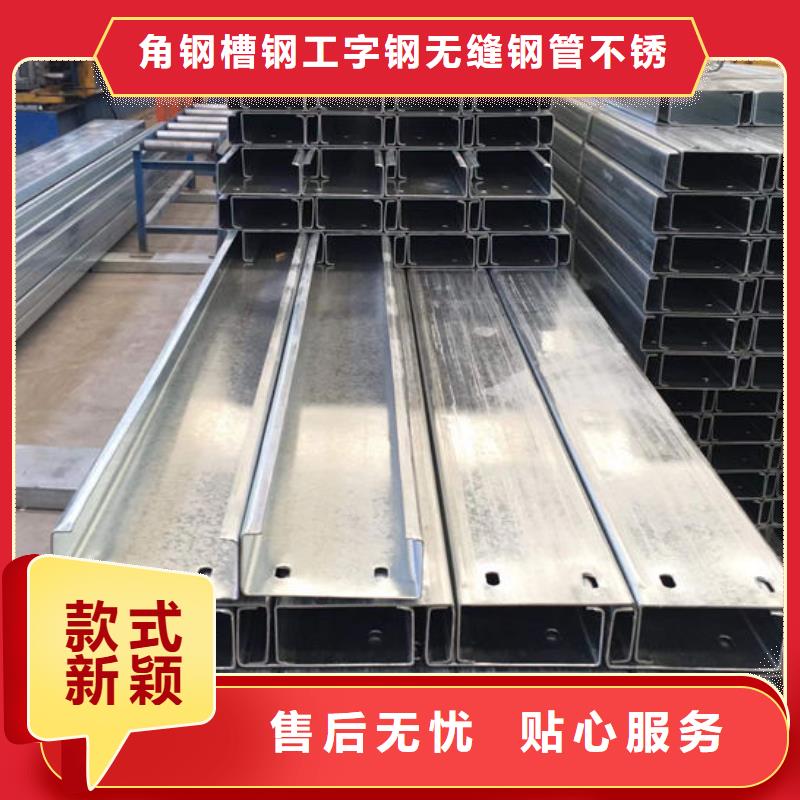
螺旋钢管焊接时,为保证焊接质量而选定的诸物理量(如:焊接电流、电弧电压、焊接速度、线能量等)的总称。选择合适的焊接工艺参数,对提高焊接质量和提高螺旋钢管钢材生产效率十分重要。焊接工艺参数(焊接规范)是指焊接时为保证螺旋钢管焊接质量而选定的诸多物理量。焊接电源种类和极性的选择焊接电源种类:交流、直流极性选择:正接、反接正接:焊件接电源正极,焊条接电源负极的接线方法。反接:焊件接电源负极,焊条接电源正极的接线方法。极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。盛宝螺旋管可以做打桩、支撑、桥梁、高炮广告牌。螺旋钢管加工可以用来保温,小区供暖、热力网铺设、电厂蒸汽输送。螺旋钢管加工成防腐,自来水管道、地埋排污。可用作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等,应用领域和范围广泛。
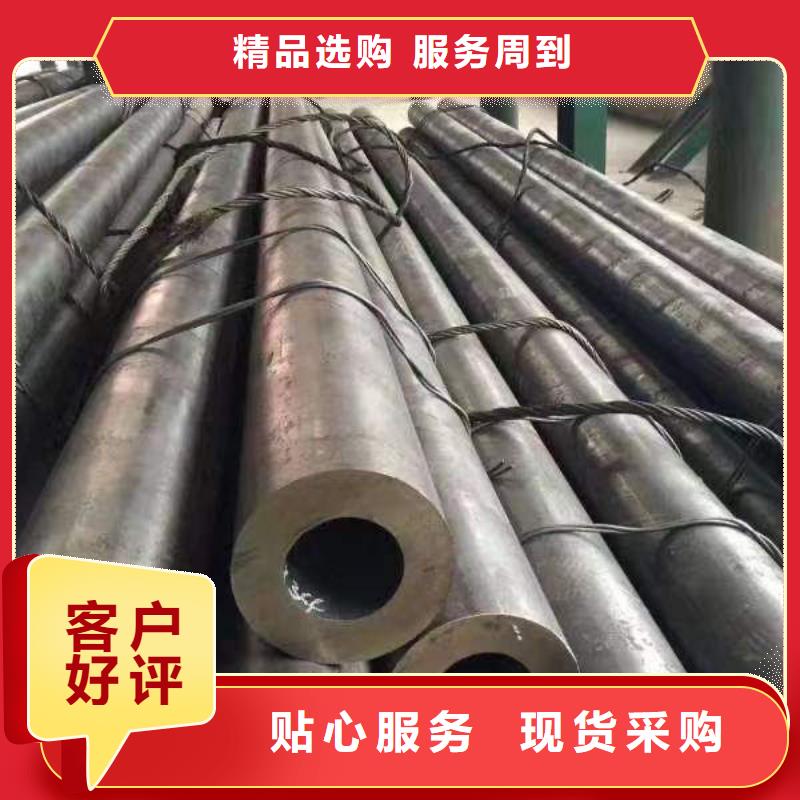
在进行高速线材轧制的过程中,可以使用铸坯作为原料替代初轧坯的方式。这样可以大大减少轧制过程中的能耗 损失,可以达到10%左右的。这样就可以大量的减少金属在 轧制过程中的损失,有效地提高加热质量。为了生产可以具 有高质量的高速线材,可以使用连铸空坯工艺技术,这种 进的技术可以不断的提高轧制的技术水平,生产出高质量的钢材。为了保证高速线材轧制的质量,要尽量降低开轧 的温度。目前,国外的机械设备增设了水冷箱,保证轧制的 精轧温度可以控制在900℃。也可在轧制机中设置冷水头导 管,这样可以将终轧温度控制在800℃。超重轧制机可以满 足700℃~750℃的轧制要求。
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
