

想要了解焊管好品质选我们产品的魅力?视频为你揭晓答案!
以下是:焊管好品质选我们的图文介绍


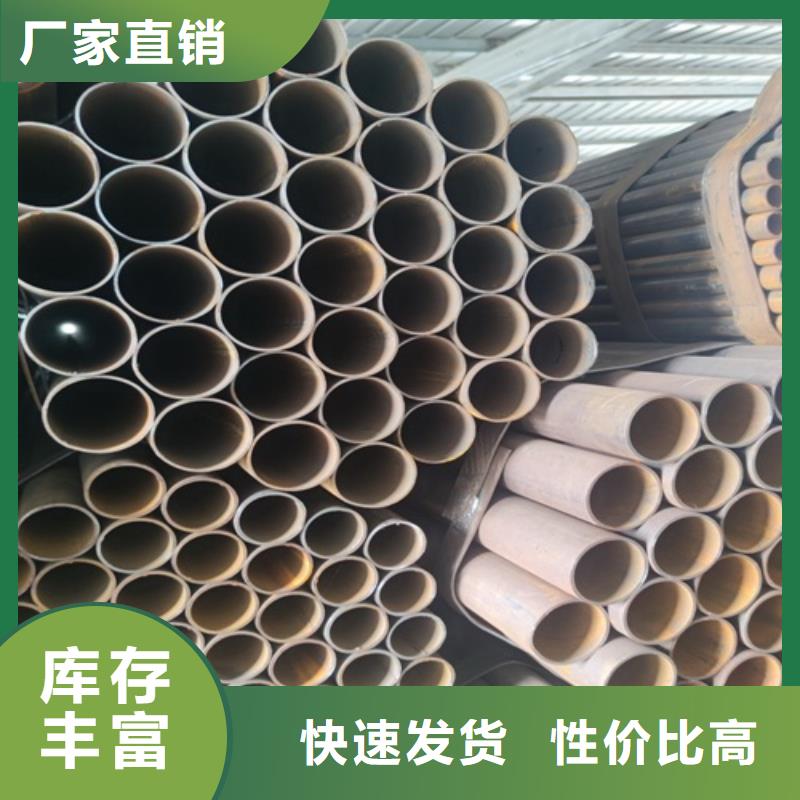
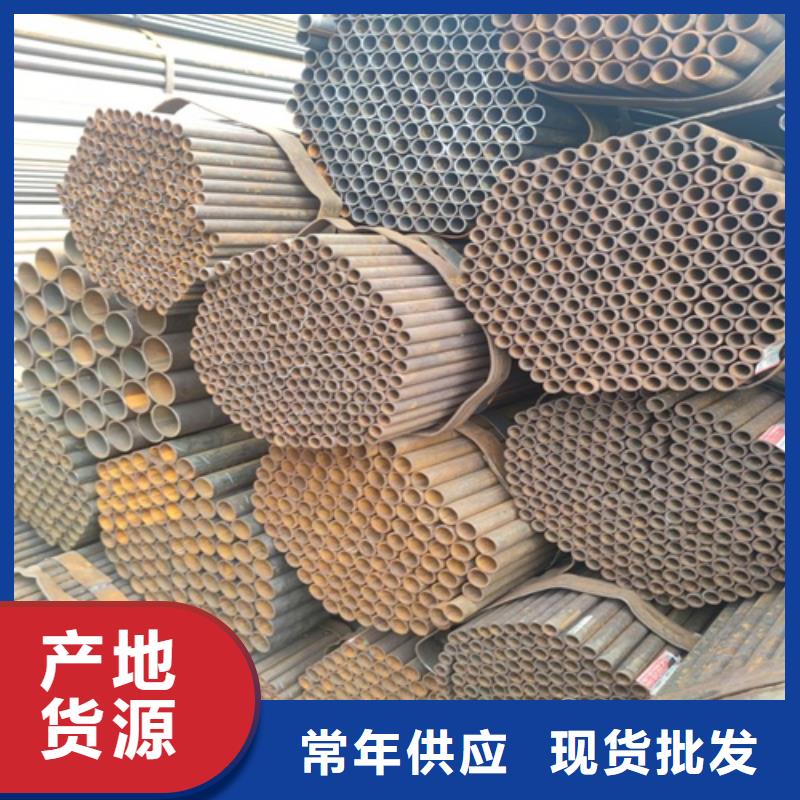
辽宁抚顺焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 辽宁抚顺焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!



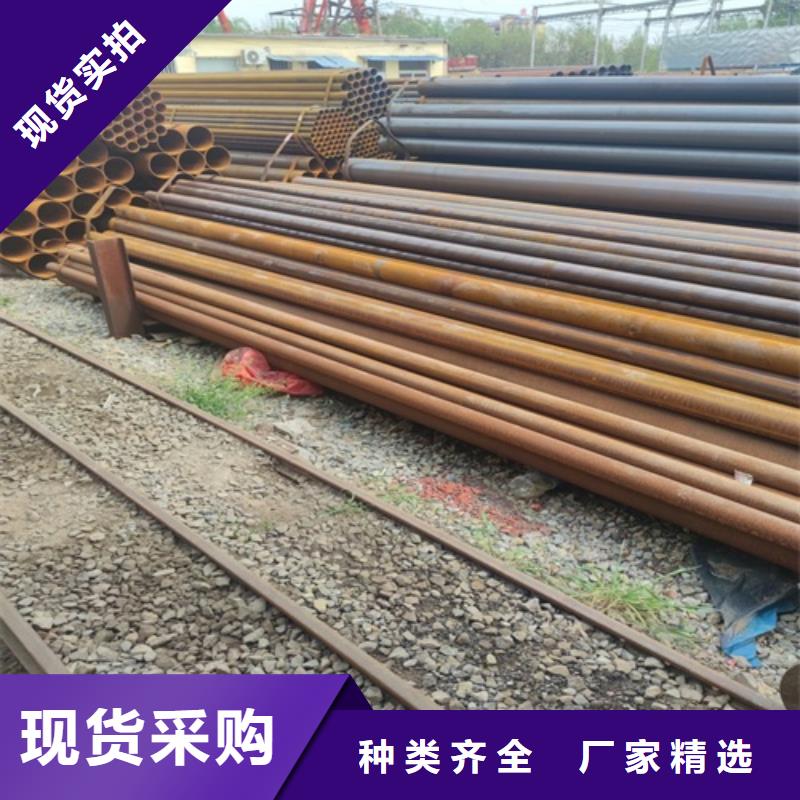
辽宁抚顺焊管的焊接办法和技巧 辽宁抚顺焊管是指用钢带或钢板曲折变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,而且选用的坯料是钢板或带钢,装置衔接时需求焊接,施工复杂。是针对电线管、焊接 钢管管材在作绝缘电线保护管的敷设工程中施工复杂的状况而研发,具有较好的技术经济性能,装置快捷,造价成本低。 辽宁抚顺焊管的焊接办法是多样化的,一种是接连炉焊,其特点是出产效率高,出产成本低,焊管接头冶金结合不彻底,焊缝质量差,归纳机械性能差。另一种是电阻焊,出产效率高,自动化程度高,焊接时不需要焊条和焊药,对母材损害小,焊后的变形和残余应力也较小。但它的出产设备较复杂,设备出资高,对焊接接头的表面质量要求也比较高。 还有一种是电弧焊,焊接接头达到彻底的冶金结合,接头的机械性能可以彻底达到或接近母材的机械性能。依据焊缝形状的不同,电弧焊管又可分为直缝管和螺旋焊缝管两种;依据焊接时采纳的保护办法不同,电弧焊管又可分为埋弧焊钢管和熔化气体保护焊钢管两种。 辽宁抚顺焊管焊接的时候,依据管材的直径大小来分,直径小只能一面焊的和技工可以钻进管子里去施行两面焊接的。单面焊接的对焊工技术提出要求,能做到单面焊接两名成形,经过钢球试验,确保截面积经过才能和焊缝成形均契合规划要求。 辽宁抚顺焊管有一般用处和高温高压用等,后者用的管子往往是特种合金钢,有必要考虑和解决焊缝在焊接过程中发生收缩裂缝问题和热影响区管材机械性能不因焊接作业影响而过大变化。


鹏鑫钢铁有限公司以质量求生存,以科技求发展,不断为用户提供满意的 辽宁抚顺焊管产品; 辽宁抚顺焊管产品畅销全国各大、中、小型企事业单位。坚定不移地执行“ 将心比心,与用户一心,以心换心,让用户放心 ”的质量方针和热情周到的售后服务制度,保持和发扬良好的职业道德风尚,欢迎广大用户光临指导,实地考察,真诚合作!





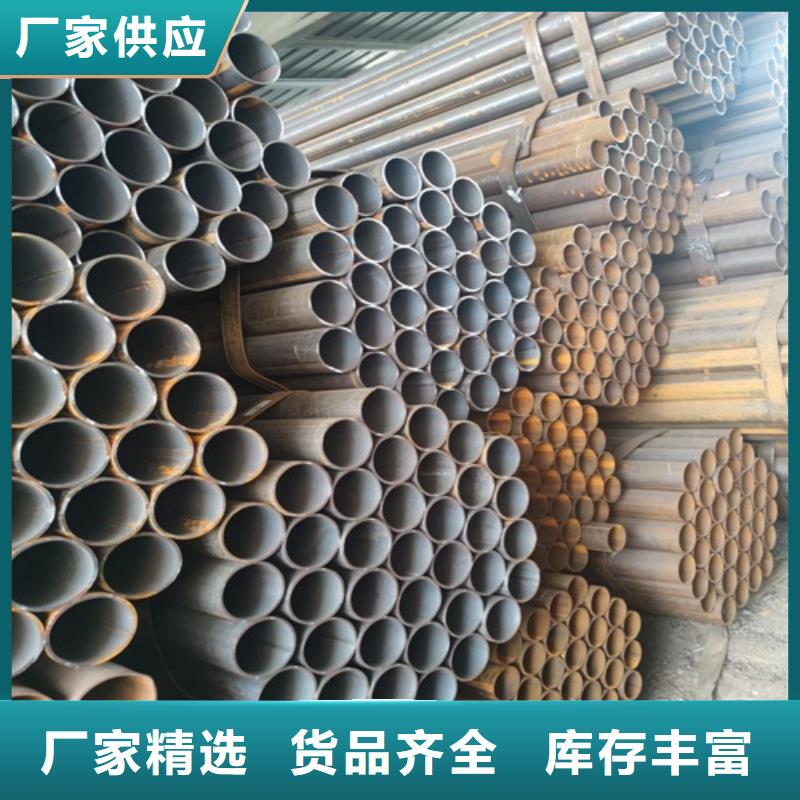
辽宁抚顺焊管焊缝质量指标 在进行焊接工作的过程中,务必要注意焊缝的质量。正常情况下,焊管的焊缝从外观上来看的话,其的单面焊缝外观成形良好,而且平滑整齐,熔宽及加强高等均符合相应的要求。此外,所产生的焊接缺陷明显要比手工电弧焊单面焊双面成形工艺出现缺陷的概率要低。 在对焊管焊缝的外观质量进行检查之后,还需要对焊缝内部焊接情况进行检查。通常是采用X射线探伤试验进行检测。这样可以更迅速且更准确的了解具体的焊接情况。在判断焊接质量的时候,还需要结合其的力学性能进行。这是因为采用不同的焊接工艺,终所得到的焊接成品的力学性能是不一样的。 比如我们可以选择一根焊管来进行对比试验。经检测,该焊管的壁厚为6 毫米,直径为325毫米。在采用对接焊工艺进行焊接的时候,手工电弧焊和CO2气体保护焊焊接所得到的接头的性能相近,通常是前者的性能略高于后者。究其原因,主要是因为该焊管的强度标准比较高。 同样在对这两种焊接工艺进行比较的时候,我们发现在焊接完成之后,焊管接头的金相组织基本相同,主要都是由铁素体和珠光体构成。不过,后者工艺的成型质量更为可靠一些。 相比较来说,在采用这种工艺对焊管进行焊接的时候,不仅操作更加简单,而且焊接的质量更有保证,焊接速度也更快,具有成本低效率高的优势,在生产中取得了良好的效果。


