





2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。



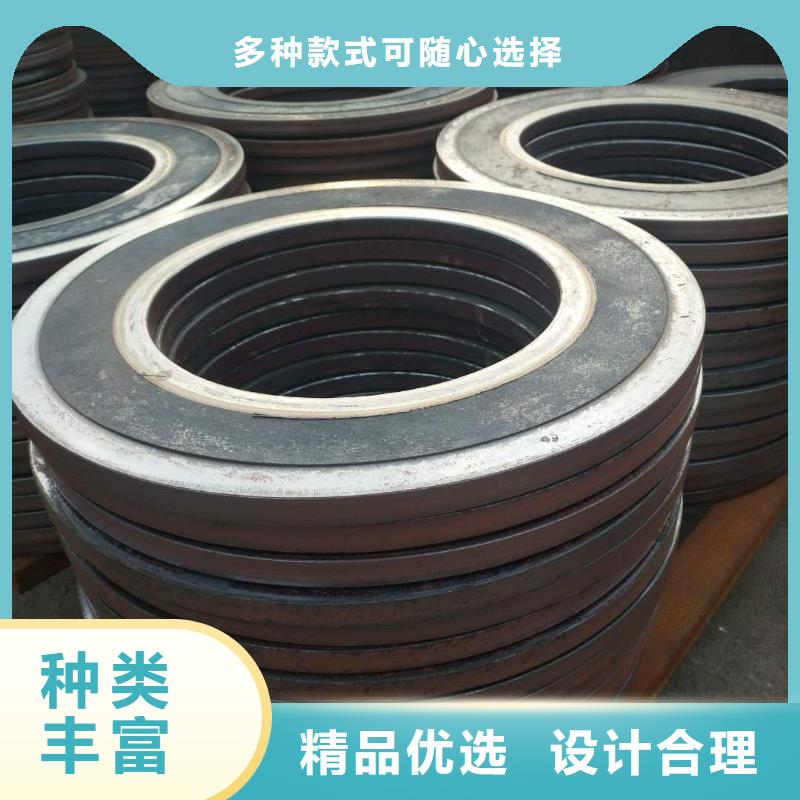
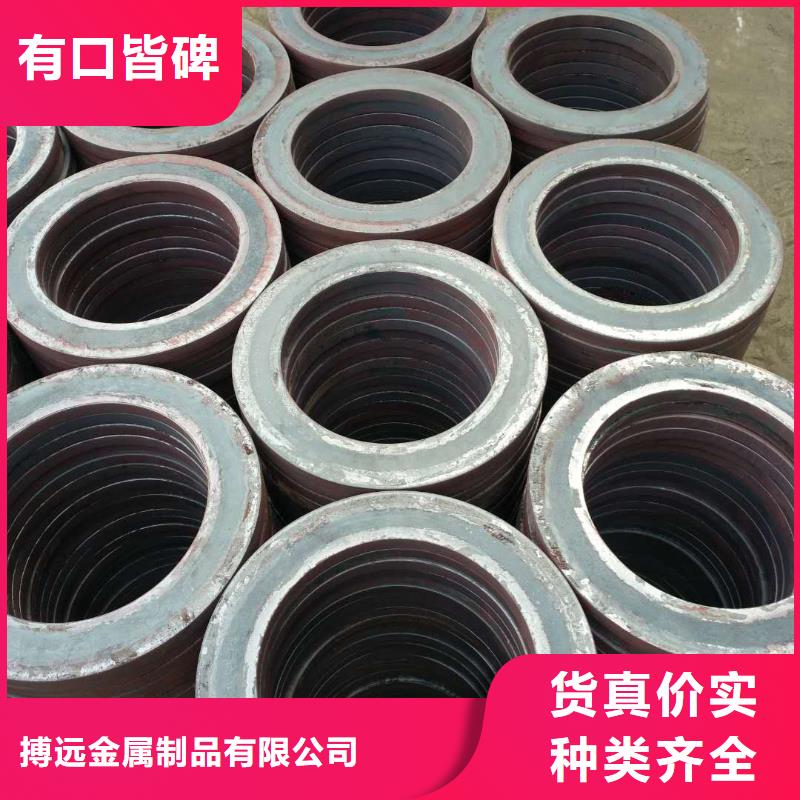
搏远金属制品有限公司,厂家占用面积12000/㎡工厂房,拥有各类员工达100余人,设备高达30于套,经济实力雄厚,实现了生产【甘肃金昌冲压法兰毛坯】的现代化。厂家采用世界的先进技术,拥有各种先进的【甘肃金昌冲压法兰毛坯】制造加工设备。






国标法兰标准由中华人民共和国质量监督检验检疫总局和中国标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的性标准。
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112~9124-2010一共包括了以下13项标准:
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
国标法兰的另一层意思为:按照标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上



化工部法兰属于化工法兰标准体系。是化工部法兰(又称HG法兰)的其中一种表现形式,国内设备或管道上应用广泛的法兰之一。
化工部法兰标准应用体系
◆法兰标准:同时包含欧式法兰和美式法兰
1)欧式法兰:(HG20592~HG20605)
压力等级:PN 0.25、0.6、1.0、1.6、2.5、4.0、6.3、10.0、16.0、25.0等10个等级
公称直径:DN10~DN2000mm
法兰型式:板式平焊、带颈平焊、带颈对焊、整体式、承插焊、螺纹、对焊环松套、平焊环松套、法兰盖、衬里法兰等10种
密封面型式:突面、凹凸面、榫槽面、环连接面、全平面等5种。
※它可以与JB阀门配套使用。
2)美式法兰标准(HG20615-HG20626)
公称压力:PN2.0、PN5.0、PN11.0、PN15.0、PN26.0和PN42.0 6个压力等级
公称直径: DN15~DN1500
法兰型式: 带颈平焊、带颈对焊、整体法兰、承插焊、螺纹、松套等6种,
密封面型式: 突面、凹凸面、榫槽面、环连接面、全平面等5种型式。
※化工行业压力管道应用标准体系也是一个相对比较完整的标准体系,而且经历了若干年的生产实践检验,具有成熟的使用经验。由于它同时具有"大外径系列"和"小外径系列"、"欧式法兰"和"美式法兰"两个系列,故其使用面比较广,它既可以与国外的ANSI、DIN、ISO等标准配合使用,又可以与国内的GB、SH、JB等标准配合使用。
◆化工行业应用标准体系中的常用标准
HG20592~20605 钢制管法兰(欧洲体系)
HG20615~20626 钢制管法兰(美洲体系)
HG20606~20612 钢制管法兰用垫片(欧洲体系)
HG20627~20633 钢制管法兰用垫片(美洲体系)
