


云海旭金属材料有限公司
套筒批发商")
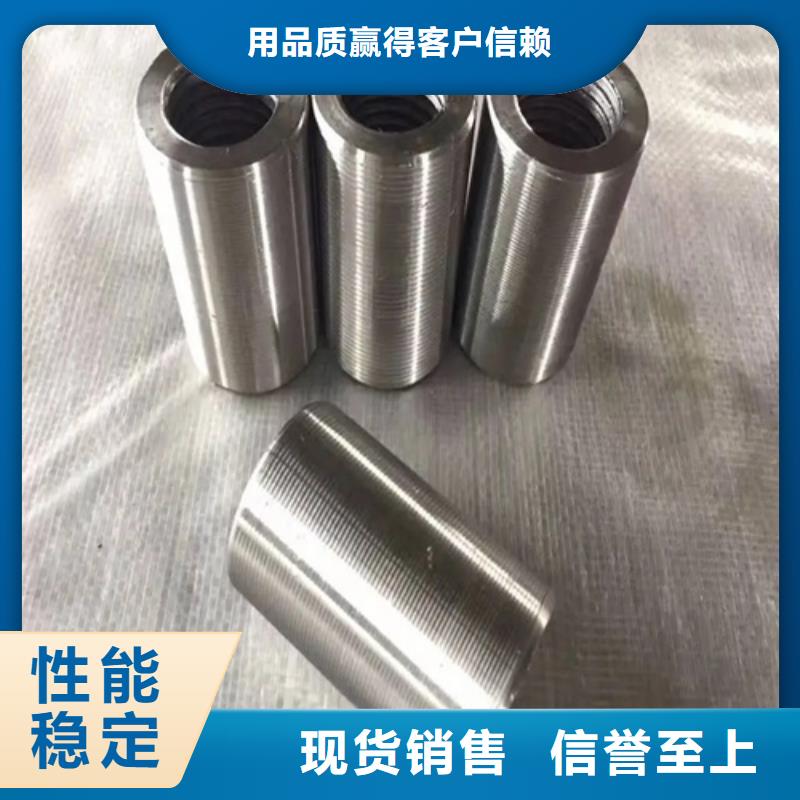
今日,小编来为大家讲述关于分体式钢筋连接套筒的重要性及要求,希望对大家有所帮助,一起来了解一下吧。分体式钢筋连接套筒的设计基准,其尺寸公差等级很高为IT4级,表面粗糙度为0.8,这些技术条件都是为了保证直螺纹连接套筒与抽轴承的配合精度和运动的平稳。分体式钢筋连接套筒是关键零件,它的质量直接影响其他工件的工作效率,所以钢筋直螺纹套筒的精度要求较高,尤其尺寸精度、形位精度和表面粗糙度等。分体式钢筋连接套筒的结构特点如下:在钢筋套筒两端φ68mm与φ62mm孔内安装轴承,轴承内孔与主轴轴颈相配合用来支承主轴并保证主轴的回转精度;要求在主轴旋转时不产生晃动,以保证主轴的回转精度。所以φ68mm与φ62mm孔和φ85mm的外圆是钢筋直螺纹套筒的主要加工的表面。
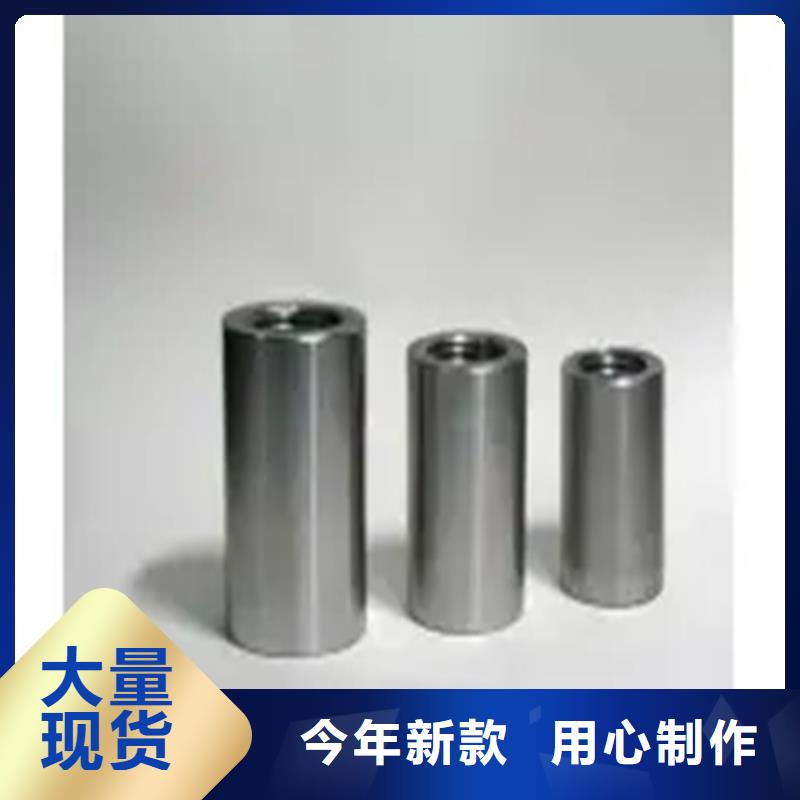
一个十分显著的劣势,那就是一般的钢管,对于使用的环境,有着一定的要求。比如说在一些锅炉、以及焚烧室当中,都需求管道体系,将燃料运送进去。而在这些地方,由于燃料的焚烧,温度会十分的高。即使钢管本身,熔点就比较的高,也有或许无法,适应如此高的温度。一旦使用环境中的温度,简直达到了,管道所接受的极限,那管道的使用功能,就会大幅度的下降。钢筋连接套筒的作用应用性很强的。钢筋套筒工艺操作要点和质量要求:1)钢筋螺纹加工:①加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。②加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。
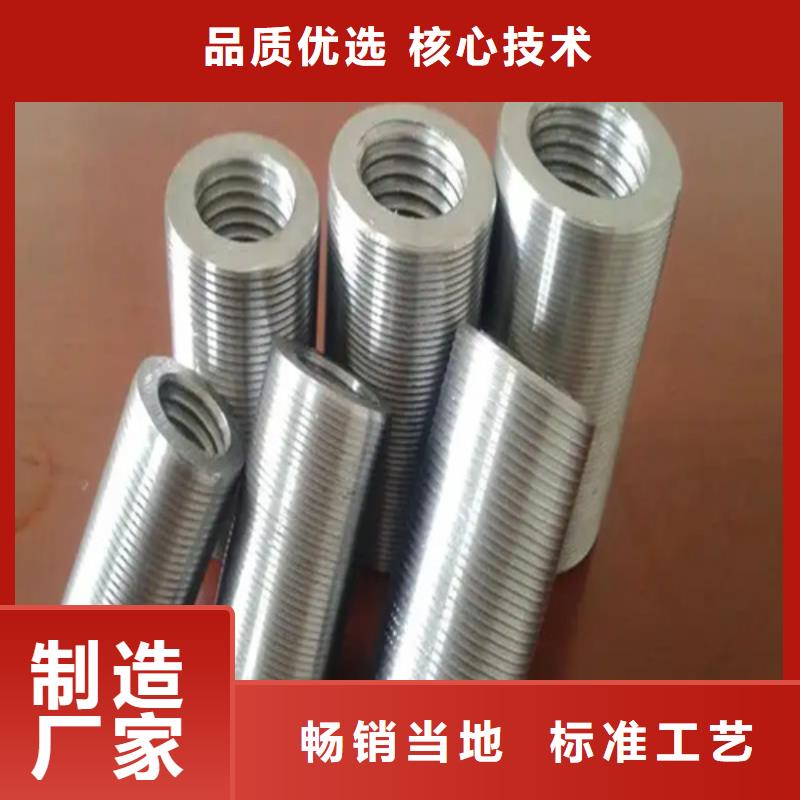
直螺纹钢筋套筒连接套筒连接的七大原则:1.直螺纹钢筋连接套筒接头宜设置在受力较小处,在同一根钢筋宜少设接头。2.木行架和拱的拉杆(轴心受拉及小偏心受拉构件)不得采用绑扎搭接接头。3.受拉钢筋直径大于28mm及受压钢筋直径大于32mm时,不宜采用绑扎搭接接头;4.搭接长度范围内配制箍筋:直径不应小于搭接钢筋直径的0.25倍钢筋受拉时,箍筋间距不应大于搭接钢筋较小直径的5倍,且不应大于100mm钢筋受压时箍筋间距不应大于搭接钢筋较小直径的10倍,且不应大于200mm当受压钢筋直径大于25mm时,应在搭接接头两个端面外100mm范围内各设两个箍筋。5.纵向受压钢筋搭接长度不应小于纵向受拉钢筋搭接长度的0.7倍,且不应小于200mm。6需进行疲劳验算的构件:纵向受拉钢筋不得采用绑扎搭接接头,不宜采用焊接接头。7.直接承受吊车荷载的钢筋混凝土吊车梁、屋面梁及屋架下弦的纵向受拉钢筋必须采用焊接接头时。
套筒批发商")
套筒批发商")
套筒批发商")
