
想要更直观地了解【C型钢】钢板厂家经久耐用产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:【C型钢】钢板厂家经久耐用的图文介绍
国耀宏业钢铁有限公司是一家专注从事 宁夏银川镀锌钢板生产制造的企业,拥有良的生产设备,拥有高素质的职工队伍。公司主导产品为 宁夏银川镀锌钢板。公司产品畅销国内20多个省市自治区。本公司一直以质量求生存,以诚信求发展,客户需求是我们不懈的追求! 本公司坚持"团结,求精,,务实"的工作原则,本着"以质量求生存,以信誉求发展"的经营理念。



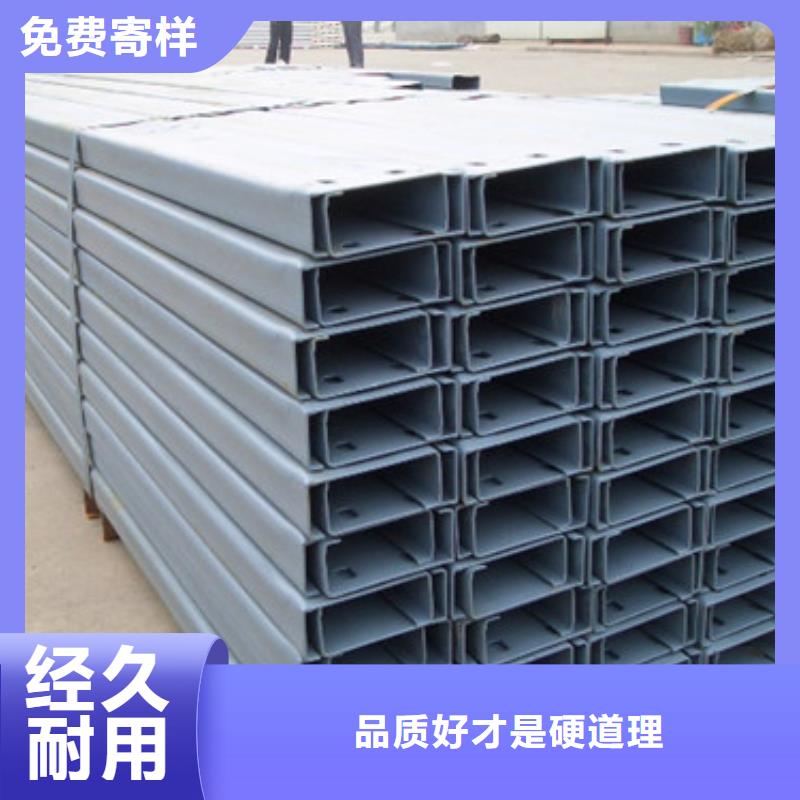
在各种房屋建筑中,活动房是C型钢很大的受益者,不仅活动房的檩条可以选用C型钢,支架、横梁用此材料来制作。此外,它还可自行组合成轻量型屋架、托架等建筑构件,满足不同使用要求。
为了便于对C型钢进行加工,还研制除了专门的C型钢成型机,可根据客户需要的尺寸就自动完成不同型号C型钢的加工。当然,随着C型钢的发展,它的应用远远不止这些,各种行业的各个领域都将有它的身影。
在同样的应用场合,与之前使用的铝合金比起来,C型钢不仅造型独特、使用量减少等优点,材料还有良好的环保性。
在C型钢设备钢结构中,由于型材截面较为开展,各组成板件的宽厚比往往较大,截面容易凸曲。设计中允许板件产生局部失稳,利用板件屈曲后强度是发挥这类构件经济效益的重要手段之一。
若按全截面有效来计算纵向弯矩使船体发生的挠度,实际挠度值比计算值为大。若在计算中只将和加劲肋相连的板按其宽度等于板厚的40到50倍的部分认为有效,和肋共同承受纵向弯矩来考虑,计算结果就较为。
为了用料经济,通常在可以保证和变形也可容忍的条件下使用较大容许应力。对于轻荷载,使用薄的板件,只以其一部分作为压杆或梁的有效截面,允许其发生较大变形,当是符合我们希望的。
这样,就提出了一个以利用板的屈曲后强度为特点的“有效宽度”概念。在有效宽度概念中,认为当板局部屈曲应力已被超过后,则板只有一部分宽度在承受载重方面是有效的。板的这个有效区域在加劲肋附近和拐角处。在这样的区域,在构件破坏以前,板的应力将接近或确实达到屈服强度。
为了便于对C型钢进行加工,还研制除了专门的C型钢成型机,可根据客户需要的尺寸就自动完成不同型号C型钢的加工。当然,随着C型钢的发展,它的应用远远不止这些,各种行业的各个领域都将有它的身影。
在同样的应用场合,与之前使用的铝合金比起来,C型钢不仅造型独特、使用量减少等优点,材料还有良好的环保性。
在C型钢设备钢结构中,由于型材截面较为开展,各组成板件的宽厚比往往较大,截面容易凸曲。设计中允许板件产生局部失稳,利用板件屈曲后强度是发挥这类构件经济效益的重要手段之一。
若按全截面有效来计算纵向弯矩使船体发生的挠度,实际挠度值比计算值为大。若在计算中只将和加劲肋相连的板按其宽度等于板厚的40到50倍的部分认为有效,和肋共同承受纵向弯矩来考虑,计算结果就较为。
为了用料经济,通常在可以保证和变形也可容忍的条件下使用较大容许应力。对于轻荷载,使用薄的板件,只以其一部分作为压杆或梁的有效截面,允许其发生较大变形,当是符合我们希望的。
这样,就提出了一个以利用板的屈曲后强度为特点的“有效宽度”概念。在有效宽度概念中,认为当板局部屈曲应力已被超过后,则板只有一部分宽度在承受载重方面是有效的。板的这个有效区域在加劲肋附近和拐角处。在这样的区域,在构件破坏以前,板的应力将接近或确实达到屈服强度。



1焊材选配原则
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
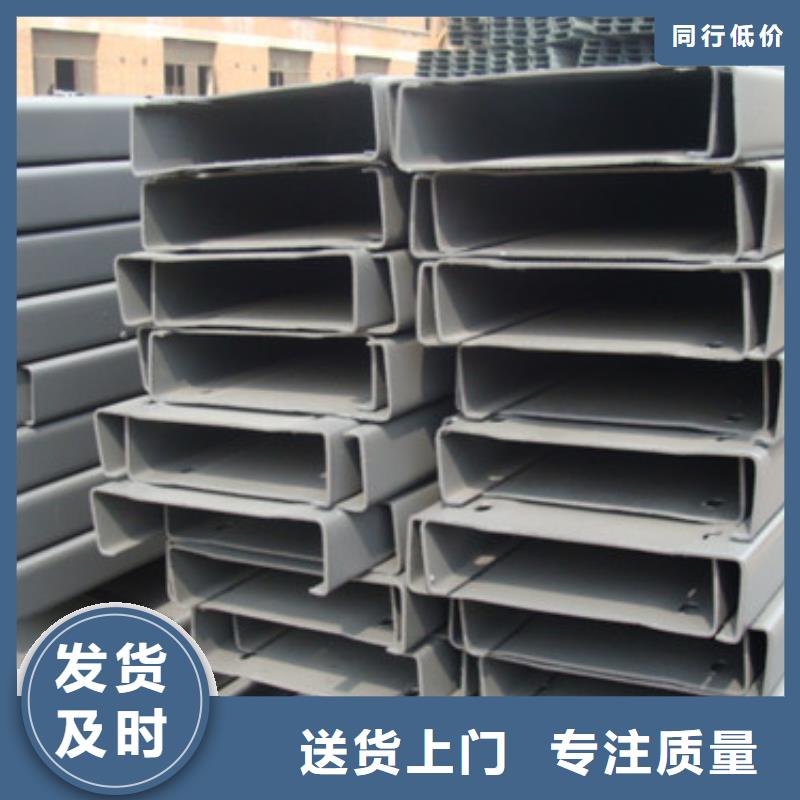
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。


主井提高巷部分段砌碹支护巷道,断面不足8m2,不能满意出产的需求,经研究决定:对该巷道选用C型钢支护进行扩修;为确保施工,特制定技术措施如下:
1、主井提高巷需扩修巷道总长度340米,主井口以下17米及主井车场变坡点以上23米巷道扩修,选用3.6米标准C型钢支护,巷道其它段扩修,选用3.2米标准C型钢支护。
2、选用3.2米C型钢支护标准:巷宽3.2米,下宽3.4米(含两帮扎角各0.10米),巷高3.0米(距道木面),棚距0.6米,梁腿参合数0.4米,参合处用螺丝固定结实,拉板固定、川杆背顶背帮成一直线;贴顶、贴邦处用编织网、川杆备实打牢,顶帮空处用废木打实备牢。
3、选用3.6米C型钢支护标准:巷宽3.6米,下宽3.80米(含两帮扎角0.10米),棚距0.6米,巷高3.2米(距道木面),两帮道面以下0.2米;梁腿参合数0.5米,贴顶、贴邦处用编织网、川杆打实备牢,拉板固定、川杆背顶背帮成一直线;川杆每棚数量不少于24根,顶部空处用废木打实备牢,顶帮空处垒石块用水泥砂浆灌实。
4、随巷道扩修每40米在巷道的北邦施工硐1个,硐选用梯形工字钢支护,上宽1.6米,下宽2.6米,高1.94米,深度2.0米,(硐口处C型钢棚距宽度恰当由0.6变为0.8米)顶邦、后堵用坑木、稍子、川杆打牢备实。
5、C型钢扩修掐口从指定地址选用由上向下逐棚扩修的施工次序进行,并严厉依照激光指向仪所给定的中腰线为基准进行施工,激光指向仪的调整作业由技术科担任。
1、主井提高巷需扩修巷道总长度340米,主井口以下17米及主井车场变坡点以上23米巷道扩修,选用3.6米标准C型钢支护,巷道其它段扩修,选用3.2米标准C型钢支护。
2、选用3.2米C型钢支护标准:巷宽3.2米,下宽3.4米(含两帮扎角各0.10米),巷高3.0米(距道木面),棚距0.6米,梁腿参合数0.4米,参合处用螺丝固定结实,拉板固定、川杆背顶背帮成一直线;贴顶、贴邦处用编织网、川杆备实打牢,顶帮空处用废木打实备牢。
3、选用3.6米C型钢支护标准:巷宽3.6米,下宽3.80米(含两帮扎角0.10米),棚距0.6米,巷高3.2米(距道木面),两帮道面以下0.2米;梁腿参合数0.5米,贴顶、贴邦处用编织网、川杆打实备牢,拉板固定、川杆背顶背帮成一直线;川杆每棚数量不少于24根,顶部空处用废木打实备牢,顶帮空处垒石块用水泥砂浆灌实。
4、随巷道扩修每40米在巷道的北邦施工硐1个,硐选用梯形工字钢支护,上宽1.6米,下宽2.6米,高1.94米,深度2.0米,(硐口处C型钢棚距宽度恰当由0.6变为0.8米)顶邦、后堵用坑木、稍子、川杆打牢备实。
5、C型钢扩修掐口从指定地址选用由上向下逐棚扩修的施工次序进行,并严厉依照激光指向仪所给定的中腰线为基准进行施工,激光指向仪的调整作业由技术科担任。



随着钢结构的日益普及,对C型钢和Z型钢的用量也随之增加,而两者又有什么样的不同呢?在这里给大家着重介绍c型钢与z型钢之间的区别:Z型钢和C型钢的角度不一样,C型钢成90度而Z型钢小于90度。
所以一定坡度的屋面采用檩条时就要结合受力知识、考虑檩条的角度问题,坡度大的采用Z型钢可以充分利用其的抗弯性能。C型钢截面与Z型钢截面相比,强弱轴的力学性能差异较大,且与钢架的连接多为螺栓铰接。
计算时须按简支考虑。故从受力状态,构造以及计算结果等角度看,后者更合理一些所以除门窗洞口以及其它特殊节点处理需要外,应优先选用Z型钢截面。在屋面坡度较小时。Z型钢檩条抗弯截面。
模量稍大于C型钢檩条但差别不大,当屋面坡度增大,Z型檩条对称于竖直方向的抗弯截面模量利用率增大。因此Z型檩条适用于坡度较大的屋面。对于墙面,选择Z型钢或者C型钢没有多大区别,如果檩条想做成连续构件, Z型檩条,因其搭接方便。
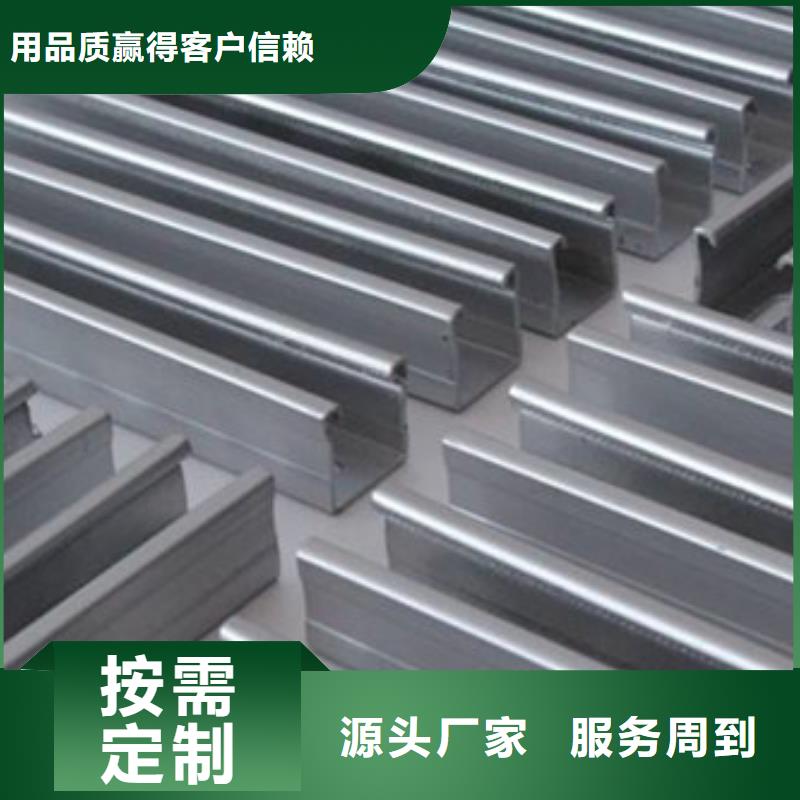
C型钢不是槽钢,C型钢属于经济裁面型材 ( 其它还有冷弯薄壁型钢、压型钢板等 ) 由于截面形状合理。提高承裁能力。C型钢其尺寸构成合理系列,型号齐全,便于设计选用。
其产品外形美观、结构合理、瓦型漂亮而受到彩钢制品界及国外客商的一致赞誉。手工放坯,取坯工作程序:C型钢在设备使用前,要检查各处连接是否牢靠。
C型钢机自动切断,自动冲孔,已达到同行业先进水平,产品畅销全国各地。压瓦机行业来说,不同的细分子行业面对钢材价格上涨所带来的影响是不一样的
所以一定坡度的屋面采用檩条时就要结合受力知识、考虑檩条的角度问题,坡度大的采用Z型钢可以充分利用其的抗弯性能。C型钢截面与Z型钢截面相比,强弱轴的力学性能差异较大,且与钢架的连接多为螺栓铰接。
计算时须按简支考虑。故从受力状态,构造以及计算结果等角度看,后者更合理一些所以除门窗洞口以及其它特殊节点处理需要外,应优先选用Z型钢截面。在屋面坡度较小时。Z型钢檩条抗弯截面。
模量稍大于C型钢檩条但差别不大,当屋面坡度增大,Z型檩条对称于竖直方向的抗弯截面模量利用率增大。因此Z型檩条适用于坡度较大的屋面。对于墙面,选择Z型钢或者C型钢没有多大区别,如果檩条想做成连续构件, Z型檩条,因其搭接方便。
C型钢不是槽钢,C型钢属于经济裁面型材 ( 其它还有冷弯薄壁型钢、压型钢板等 ) 由于截面形状合理。提高承裁能力。C型钢其尺寸构成合理系列,型号齐全,便于设计选用。
其产品外形美观、结构合理、瓦型漂亮而受到彩钢制品界及国外客商的一致赞誉。手工放坯,取坯工作程序:C型钢在设备使用前,要检查各处连接是否牢靠。
C型钢机自动切断,自动冲孔,已达到同行业先进水平,产品畅销全国各地。压瓦机行业来说,不同的细分子行业面对钢材价格上涨所带来的影响是不一样的

