
联系我们

景观防撞护栏-本地厂家
更新时间:2025-02-11 13:50:35 浏览次数:9 公司名称:聊城 广顺交通设施有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 20/件 |
| 发货期限 | 1-7 |
| 供货总量 | 50986 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |





铜川景观防撞护栏-本地厂家
云海旭金属材料有限公司
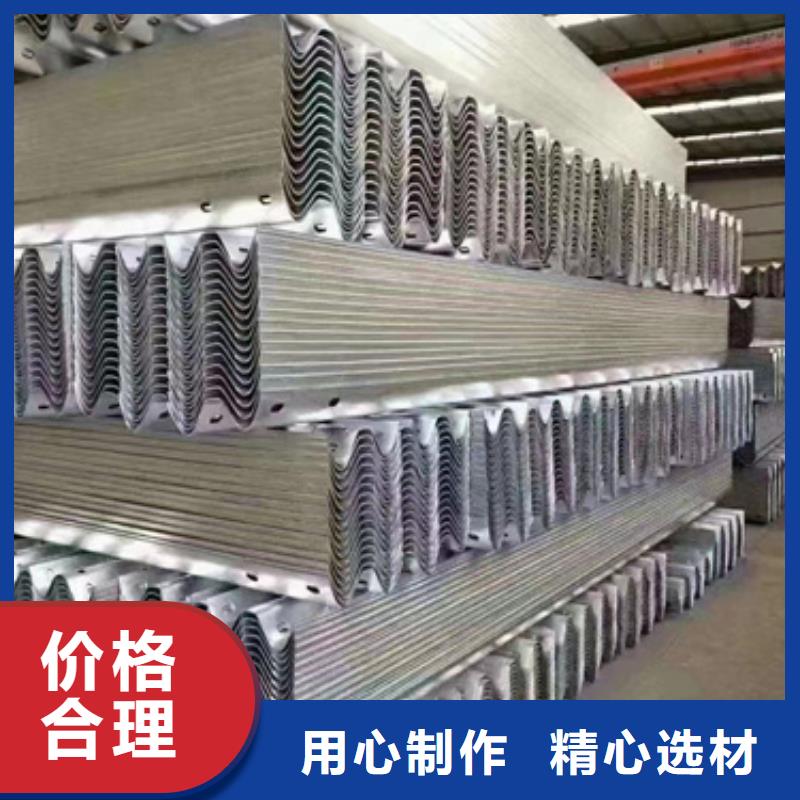
格结构、美妙实用;便于运载,安装不受地势起伏环境限制,护栏也很便利;是对于山地、湖田、多弯地带适应性极强;价格中级偏低,适合大面积使用。表面解决办法:比较快速的解决办法:热镀锌喷塑,绿色,红色,黑,彩色,之类;交通护栏防腐性能的解决办法就是经由热镀锌喷塑解决后,能够一生存在防腐性。
护栏两根立柱,柱中到片的宽度,可能要把这个尺寸把握好片,首先要在需要安装根立柱的地方画一个记 ,然后用测量仪测量下一根立柱的距离,这个距离必须要确定好,确定好后方可再记下记 ,然后从根立柱记 点开。
前两天,我们一家人去了外地游玩,途中经过了很长的高速公路,汽车飞驰,感觉很平坦,风景也很美丽。回家时由于天已经漆黑,高速公路两旁的风景不见了,不过很惊喜的是:我发现了藏在护栏里的小秘密。每当夜幕降临,汽车的灯光打开照向前方,前面两旁的护栏就像点亮了无数盏路灯,它们均匀地排列着,就像一串串耀眼的明珠,把整条大路照得明晃晃的。
我好奇地问这是为什么。他只粗略地解释:这是由于光的反射形成的,这样可以性。为了一探究竟我回家查阅了大量资料。原来是高速路上安装有大量的反光板、反光灯、反光标志牌。它们能反光是因为反光涂层上有玻璃微珠使光发生折射和散射。
不锈钢复合管组成形式主要有: 低碳钢+奥氏 体不锈钢管、低碳钢+马氏体(或铁素体) 不锈钢管、 低铬钼合金钢+奥氏体不锈钢管及低铬钼合金钢+马氏体(或铁素体) 不锈钢管。 不锈钢复合钢管是由两种不同的钢材通过技术手段结合在一起, 这两种材质的物理特性往往存在很大的差别,如常减压蒸馏装置中的 Q245R+316L、 Q345R+316L 复合钢, 基层为低碳钢材质 Q245R, 复层为奥氏体不锈钢 316L, 这两种材质的 物理性能相差很大, 表现为:奥氏体不锈钢 316L 线胀系数大, 且随温度升高而增加,比低碳钢 Q245R 高大约 40%; 奥氏体不锈钢 316L 热导率低, 约为低碳钢 Q245R 的 1/3。 在焊接不锈钢复合钢过渡层时, 由于热膨胀和冷收缩速度的差异, 导致过渡层出现热裂纹或结晶裂纹, 再加上焊接过程中基层材质对焊缝金属的成分稀释, 非常容易导致裂纹的产生。 这种特性对于基层为铬钼合金钢, 复层为奥氏体不锈钢的不锈钢复合钢管表现得尤为明显。

 材料根据施工图纸和设计要求,采购工程所需各种原材料。栏杆确定材料符合图纸设计要求无误后,才得进入加工车间加工制作,确保不合格材料不进现场使用。制作工艺各项栏杆按照图纸设计要求并根据图纸所示图样和现场实际规格尺寸制作。
材料进入现场制作安装之前做防锈处理,制作过程中,定位尺寸要准确,该磨口的地方磨口。保证角度拼装准确精细。进行拼装时,焊接部位要焊平,对接部位要严密,保证平整度横平竖直。焊接部位的焊口必须满焊,做到焊口无断缝,漏焊,无沙眼,焊口要打磨光滑,平整度达标。
护墙栏杆加工为半成品用钢丝轮除锈,表面进行防锈处理完好后再做面漆处理,保证栏杆表面的整洁。施工:项目负责人人,负责人人,焊工人,安装工人,油漆工人。主要机具安排:预埋件及铁艺护栏安装水平安装工艺铁艺护栏均按照所提供的标准线为栏杆安装水平标准。
安装工艺产品到达施工现场后按图纸上所规定的位置及尺寸准确安装就位,确定好标高及垂直平整度。应按照甲方要求与图纸设计要求进行定位,确保达到设计要求与验收规范。预埋件安装根据图纸设计要求和施工现场的实际情况准确无误的定位,避免造成不在一条平行线上。
材料根据施工图纸和设计要求,采购工程所需各种原材料。栏杆确定材料符合图纸设计要求无误后,才得进入加工车间加工制作,确保不合格材料不进现场使用。制作工艺各项栏杆按照图纸设计要求并根据图纸所示图样和现场实际规格尺寸制作。
材料进入现场制作安装之前做防锈处理,制作过程中,定位尺寸要准确,该磨口的地方磨口。保证角度拼装准确精细。进行拼装时,焊接部位要焊平,对接部位要严密,保证平整度横平竖直。焊接部位的焊口必须满焊,做到焊口无断缝,漏焊,无沙眼,焊口要打磨光滑,平整度达标。
护墙栏杆加工为半成品用钢丝轮除锈,表面进行防锈处理完好后再做面漆处理,保证栏杆表面的整洁。施工:项目负责人人,负责人人,焊工人,安装工人,油漆工人。主要机具安排:预埋件及铁艺护栏安装水平安装工艺铁艺护栏均按照所提供的标准线为栏杆安装水平标准。
安装工艺产品到达施工现场后按图纸上所规定的位置及尺寸准确安装就位,确定好标高及垂直平整度。应按照甲方要求与图纸设计要求进行定位,确保达到设计要求与验收规范。预埋件安装根据图纸设计要求和施工现场的实际情况准确无误的定位,避免造成不在一条平行线上。
 焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。
过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。
不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。
过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。
不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
