





为什么精密无缝钢管焊接需要使用氮气以及使用范围
我们常常听到商家在对精密无缝钢管等不锈钢制品的加工过程中,尤其是进行焊接加工的过程中都会使用到氮气,可能许多朋友并不了解,为什么在精密无缝钢管焊接时需求使用到氮气
氮气在不锈钢焊管中的作用首要体现在不锈钢基体结构,力学功能和耐腐蚀性三个方面。研究标明,氮是一种十分激烈地构成和安稳奥氏体并扩大奥氏体相的元素。它能够代替不锈钢中的部分镍,下降钢中的铁素体含量,使奥氏体更安稳。即便在冷加工条件下,也能避免有害金属间相的分出,避免马氏体相变。
氮气对不锈钢力学功能的影响首要表现在:氮气显着进步了不锈钢的强度而不下降材料的塑性耐性;氮能够进步不锈钢的抗蠕变性,疲劳性,耐磨性和屈从强度。作为进步耐腐蚀性的元素,氮能够在孔中构成NH 4 +,产生的H +,抑制pH值,从而抑制点蚀和金属在孔中的溶解速率的发生,并改善局部腐蚀功能。



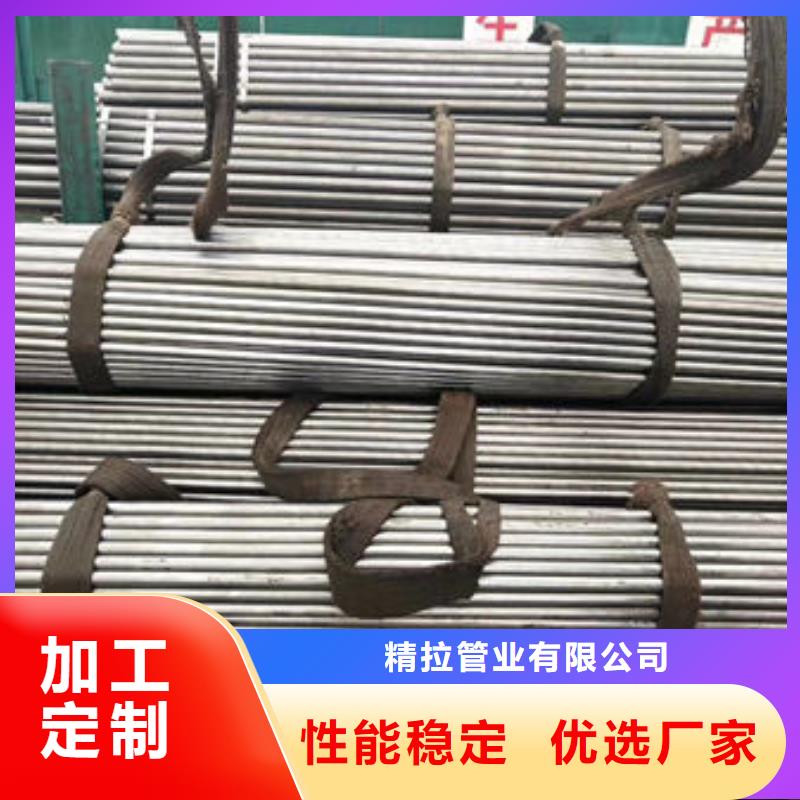
精密无缝钢管规格容许误差:
精密无缝钢管规格及容许误差:精密无缝钢管一般来说规格型号为10*1-203*25, 标准规定尺寸公差范畴:
误差级别规范化直径容许误差
D1±1.5%,少±0.75毫米
D2±1.0%。少±0.50毫米
D3±0.75%.少±0.30mm
D4±0.50%。少±0.10毫米
虽然在市场中,存在着很多,不同种类的管道。但是钢管才是所有管道中,受到欢迎的一种。因为钢管有着抗扭压强度大,屈服点高、以及硬度指标高等特点。可是有不少的客户,在想要购买钢管的时候。总是会遇到,一个看上去小,但实际影响非常大的问题,那就是管道的光洁度。可能在很多,会使用到大型钢管的行业中,对于这个特性,并不是那么的看重。

种类
无缝钢管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
按外形分类有圆形管、异形管之分。异形管除方形管和矩形管外,还有椭圆管、半圆管、三角形管、六角形管、凸字形管、梅花形管等。
按材质的不同,分为普通碳素结构管、低合金结构管、优质碳素结构管、合金结构管、不锈管等。
按专门用途分,有锅炉管、地质管、石油管等。
规格及外观质量
无缝管按GB/T8162-87规定
规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。


精密无缝钢管在焊接时哪些地方是需要我们注意的呢
焊接压力的大小直接会影响到钢管焊缝的强度和韧性。如果所施加的焊接压力小,那么将会导致金属焊接边缘无法充分压合,而且焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂。
反之,如果焊接压力过大,那么达到焊接温度的金属大部分被挤出,这样一来不仅会降低钢管焊缝的强度,而且产生内外毛刺过大或搭焊等缺陷。所以在焊接过程中需要根据实际品种规格来得到与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。此外,关于焊接挤压量的确定主要是借助调整挤压辊之间的距离进行控制。



精拉管业有限公司拥有技术精湛的自主研发团队,以满足客户需求为目标,以为用户提供高价值 陕西延安精密光亮管产品为己任,按照客户需求,为客户研制出满意放心的 陕西延安精密光亮管产品。实现 陕西延安精密光亮管产品需求多元化,质量稳定化。



精密加工的精密无缝钢管。通常将由盘绕钢卷制成的螺旋无缝钢管加热并挤出。自动双丝双面电弧焊工艺用于电弧焊和电焊。原材料是卷钢,焊丝和焊剂。导入之前,请先进行严格的物理和化学测试。引线和尾部相连,精密加工的无缝管采用单线或多段弧焊,无缝钢管经过挤压加工后采用自动弧焊。成型前,接触点压力表用于控制带式输送机的气缸压力,以确保输送带的平稳输送。具有外部控制或内部控制程度的辊压成型。电焊焊接控制设备为了确保电焊焊接考虑到电弧焊和电焊的要求,严格控制管径,偏心测量和电焊间隙。
精密无缝钢管的内,外弧焊和电焊均应采用林肯自动焊机的单线或多段弧焊进行,并具有稳定的弧焊和电焊规格。进行检查以确保螺旋电焊无损检测技术的技术覆盖率。如果有缺陷,警报器将自动报警并喷洒,生产和加工人员可以随时调整过程的基本参数以及时缺陷。切割成无缝钢管后,每条精密加工的无缝钢管必须经过严格的事先制度,以检查精密无缝钢管的工艺性能,成分,粘结规格,使用性能和无损检测技术,以确保钢管的制造工艺合格。


