



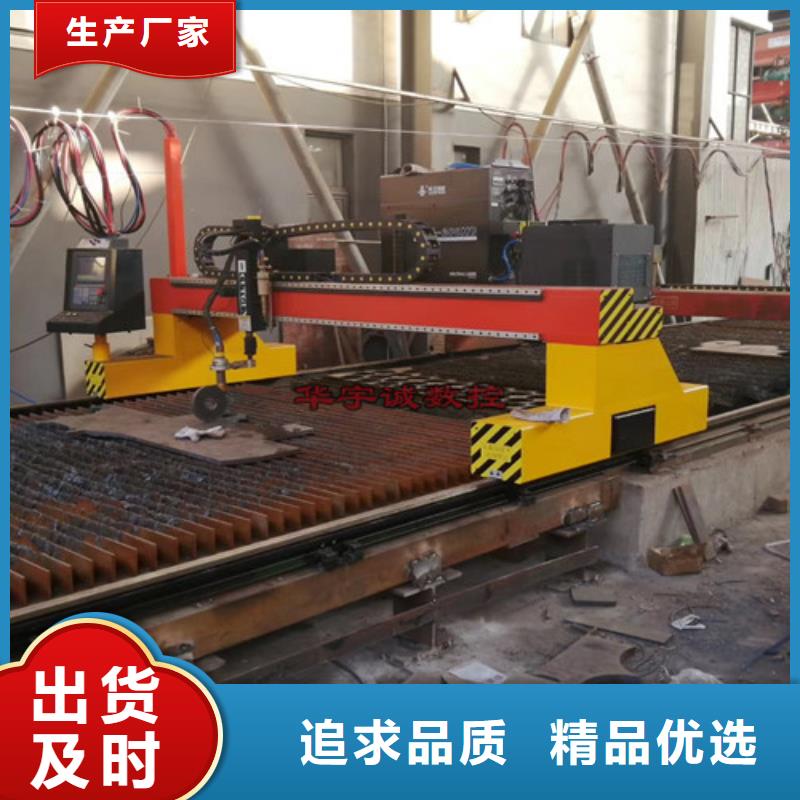
【新品发布,视频先行!】数控等离子切割机激光切割机1500w厂家直销产品,等你来探!
以下是:数控等离子切割机激光切割机1500w厂家直销的图文介绍

数控等离子切割机的选择应注意什么?不同的人可能对数控切割设备的购买有不同的看法一些人认为它复杂又麻烦,另一些人认为它简单明了数控切割机选择的关键不是你听到的,而是你需要的现在我将和大家分享如何选择数控切割设备首先,要确定的因素是要切割的金属厚度如果通常切割细金属,首先必须考虑使用低电流等离子体切割机,即使小机器切割一定厚度的金属,切割质量也可能无法保证,相反,切割效果可能几乎为零,可能存在残馀物每台机器都有类似的切削厚度范围,以确保组态符合您的需求。其次,如果要在航班之间自动切断或切断,请确保反映机器工作负荷的持续时间。负载时间仅是设备在温度过高而无法冷却之前的连续运行时间第三,大多数等离子切割机都有利用高频引导电流穿越空气的导引弧。但是,由于高频可能会干扰周围的电子设备,因此,首先这些潜在的高频问题可能非常有益。第四,等离子火炬上有各种各样的外部部件需要更换你要找的机器应该少用耗材供应减少导致成本降低。


数控等离子切割机切割速度和电源之间的关系我们都知道目前市场上的数控火焰切割机的切割厚度范围为6-200mm,而数控等离子切割机的切割厚度去取决于与之相匹配的等离子电源的大小。因此我们可以将数控等离子切割机的速度与等离子电源选择直接挂钩,或者换个角度来理解就是,如果企业希望提高数控等离子切割机的生产加工效率,更换等离子电源将是为经济和直接的手段。数控等离子切割机速度和电源之间的关系表现在以下几三个个方面:1、等离子切割机的型号,此型号一般为等离子切割机输出电流大小,例如40A、60A、100A、200A等。根据机型功率的大小不同,选择的切割电流大小不同,切割速度也不尽相同,以上你给出的数据没有说明你选的是什么品牌及型号的等离子切割机,所以无法给出详细的数据;2、切割工件的材质不同,根据不同的切割材质,切割速度也不同,常见的切割材料:碳钢、不锈钢切割速度较快、铸铁稍慢、其次是铝、慢的是铜,因为铜和铝比较难切,切割速度比前两种要慢得多,而且同等功率的等离子切割铜和铝材时切割厚度比不锈钢、碳钢要小得多。3、切割现场输入电压的大小,一般工厂电源电压为交流380V,但由于各工厂现场的情况不同,一般电压在365V到410V之间波动(当然甚至有的地方相差更大),因此输入电压也是影响切割速度的一个因素。企业如果觉得数控等离子切割机的切割速度满足不了自己的需求时,多半是等离子电源出了问题。我们在选择数控等离子切割机时,一定要选择适合自己生产需要的等离子电源,否则就会出现事倍功半的现象。



华宇诚数控科技有限公司生产销售 西藏山南12000w激光切割机,还有更多 西藏山南12000w激光切割机相关的产品参数、实时报价、市场行情等信息请阅读以下文章了解更多资料。



数控等离子切割机切割速度对切割质量不同
数控切割机和等离子电源结合起来就称为数控等离子切割机,用等离子切割容易产生破口,产生破口的原因有很多种,通常等离子数控切割机的 切割速度范围可按照设备说明选定或用试验来确定,但是由于待切割工件的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,所以等离子数控切割机的切割速度也有相应的变化。其主要表现为以下几点:
1、等离子数控切割机在切割速度适度地提高能改善切口质量时,即切口略有变窄,切口表面更平整,同时可减小变形。
2、等离子数控切割机在切割速度过快时使得切割的线能量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3、当等离子数控切割机在切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4、当等离子数控切割机在切割速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。


