服务热线:13100067565
联系我们

更新时间:2025-02-07 02:07:11 浏览次数:12 公司名称: 鑫福兴管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |
| 最小起订 | 1 |
| 质量等级 | K9 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鑫福兴 |
| 产品规格 | DN80-DN1400 |


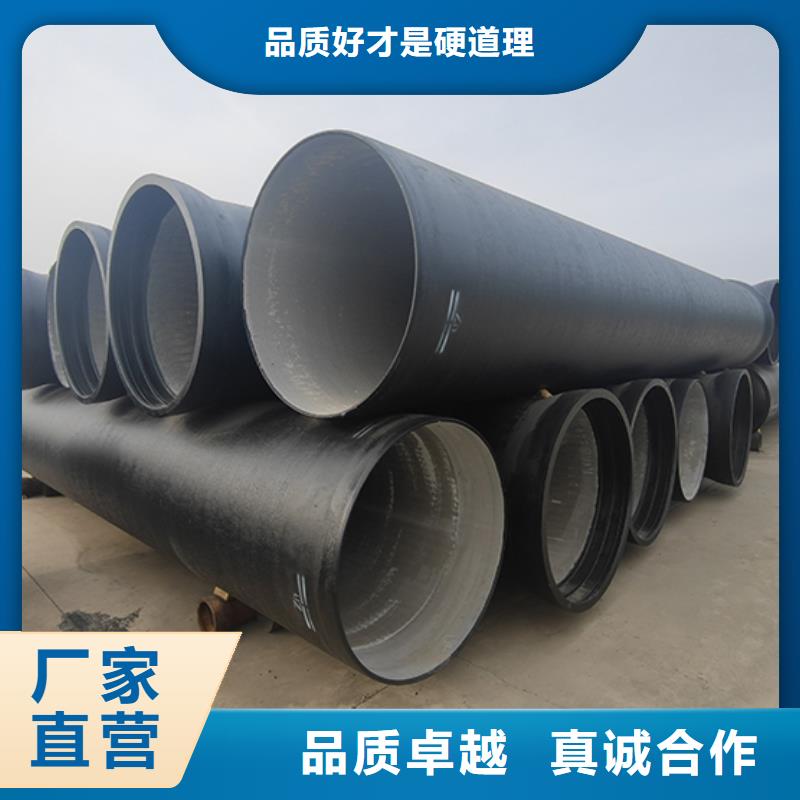


K9球墨铸铁管标准采用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,称之为“球墨铸铁管”(Ductile Cast Iron Pipes),简称为球管、球铁管和球墨铸管等。主要用于自来水的输送,球墨铸铁管规格公称直径DN(mm)外径DE(mm)壁厚T(mm)承口凸部近似重量(kg)直部每米重量(kg)总质量(kg)(标准工作长度6000mm)总质量(kg)(标准工作长度5000mm) K8K9K10 K4015 球墨铸铁管外观 编辑本段性能 球墨铸铁是铸铁的一种,是一种铁、碳和硅的合金。是自来水管道理想的选择用料。球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率>80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。
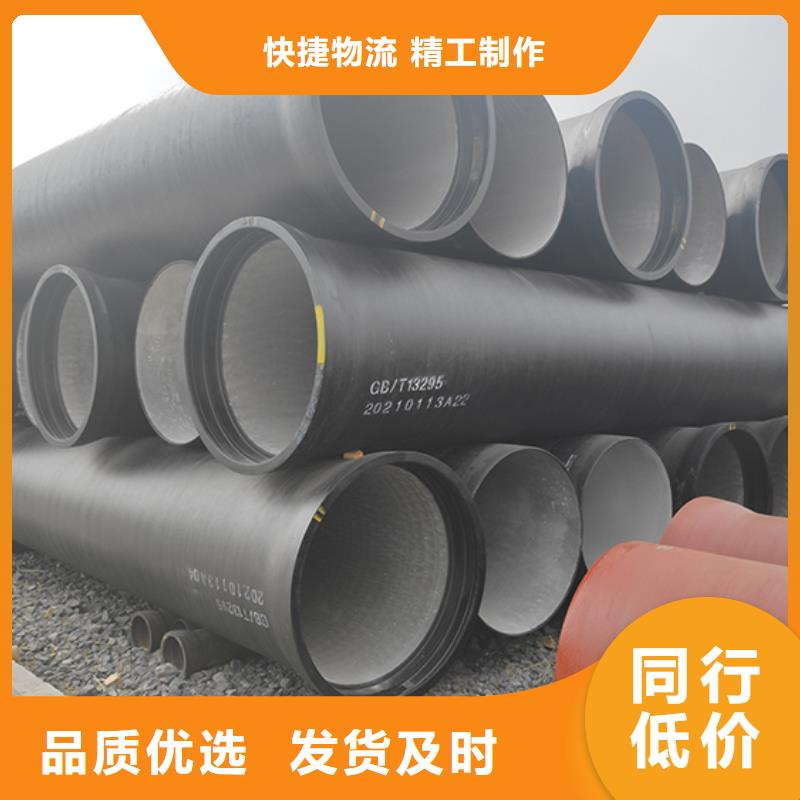
给水球墨铸铁管与排水球墨铸铁管是球墨铸铁管的不同的用途,既有不同的所用之处,所以会有一定的区别。它们的材质都为灰铸铁,只是在分布时会有一定的区别,接下来为大家具体介绍一下。给水球墨铸铁管是灰铸铁在熔化浇铸前的铁液中加入球化剂和孕育剂,使其呈球状石墨存在,断口呈灰白色,代号QT,球铸铁经过热处理后可以得的较好的力学性能,强度高有勒性,耐磨,又有良好的铸造性能,价格较低,在很多地方可代替钢件,一些重要的管道阀门壳体也采用球墨铸铁取代铸钢件。球墨铸铁给水管和排水球墨铸铁管的材质为灰铸铁,由于球墨铸铁给水管需要承受压力,常用HPT200HT250灰铸铁,排水球墨铸铁管常用HT150以下的灰球墨铸铁管,球墨铸铁给水管都采用离心浇筑,铁管外表光滑,如是承插式球墨铸铁管,则承口,管壁也较厚,单根管长度为6米。 球墨铸铁给水管有些采用立模浇注,或小型离心浇注机铸造,铁管外表较粗糙,单根管长度为3米,承口较浅,管壁较薄,球墨铸铁给水管分为工作压力0.45MPA的低压管,0.75MPA的中压管,1.0MPA的高压管,出厂前都必须按规范进行水压试验,合格后方可出厂,排水球墨铸铁管只作外观检查和敲一敲听音检查,无气孔,裂缝和破损音响为合格。
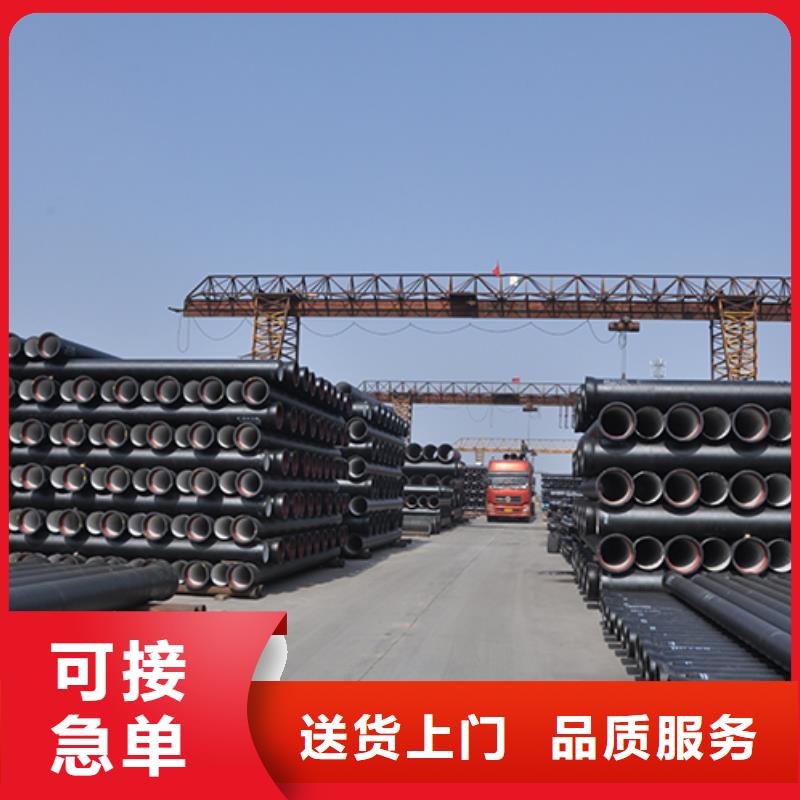
在对球墨铸铁管施工过程中要注意挖沟的宽度和深度,在铺设管道前要铺设不低于10厘米的砂粉避免有石头及硬物对管道的伤害。当管道与设备作为一个系统进行压力试验时,管道试验压力等于或小于设备的试验压力时,应按管道的试验压力进行试验,当管道试验压力大于设备的试验压力,且设备的试验压力不低于管道设计压力的1.15倍时,经建设单位同意,可按设备的试验压力进行试验。对位差较大的管道,应将试验介质的静压记入试验压力中。液体管道的试验压力以点的压力为准,但点的压力不得超过管道组成件的承受力。当试验过程中发现泄漏时,不得带压处理,应降低修复,待缺陷后,应重新进行试验。
铸铁排水管气密性监测是球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测 通常是在元件或系统使用过程中进行检测。如果有合适的传感器 其方法相对简单。本文中介绍的气密性检测 一般是在元件或系统制造过程中进行检测,通常需要定量检测 而且要求快速、大量地在生产现场进行。球墨铸铁管道采用180度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。因此这两种方法在满足高精度、率的生产需求方面显得力不从心。随着计算机、电子、传感技术的飞速发展,泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度、率、智能化的方向进一步发展。