
产品详细介绍
以下是:钢板锅炉管库存齐全厂家直供的产品参数
导读 钢板锅炉管库存齐全厂家直供,鑫铭万通商贸有限公司为您提供钢板锅炉管库存齐全厂家直供,联系人:李经理,电话:022-86658238、13752667388,QQ:46046714,请联系鑫铭万通商贸有限公司,发货地:天津北辰区北辰大厦4-1012发货到云南省 保山市 隆阳区、施甸县、腾冲市、龙陵县、昌宁县。 云南省,保山市 保山市,别称兰城,云南省辖地级市,位于云南省西南部,东与大理白族自治州、临沧市接壤,北与怒江傈僳族自治州相连,西与德宏傣族景颇族自治州毗邻,西北、正南同缅甸交界,国境线长170千米,总面积约1.96万平方千米,其中山区、半山区面积约占92%。截至2022年,保山市辖1个区、3个县,代管1个县级市。2022年,保山市世居少数民族13种,是傣泰民族的发祥地,中国的侨乡,有华侨、侨眷、归侨28.9万人。2022年末,保山市常住总人口239.7万人。
我们的钢板锅炉管库存齐全厂家直供视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:钢板锅炉管库存齐全厂家直供的图文介绍

(5)焊接工艺措施。
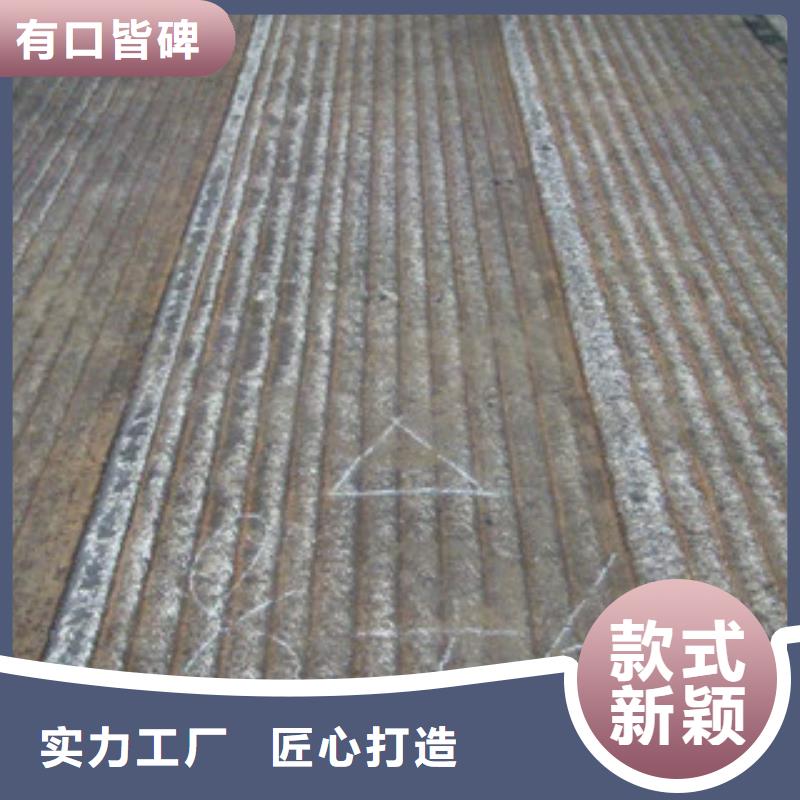
为增大或恢复高铬耐磨复合板焊件尺寸,或使高铬耐磨复合板焊件表面获得具有特殊性能熔敷金属而进行的焊接称为堆焊。其含义有二: 一是利用堆焊方法改变高铬耐磨复合板焊件的尺寸,焊后高铬耐磨复合板焊件的表面性能基本上不发生变化;二是利用堆焊方法使高铬耐磨复合板焊件表面获得耐磨 、耐热或耐腐蚀等特殊性能的熔敷金属层,从而使得高铬耐磨复合板焊件的表面性能发生了本质上的变化(堆焊金属层与高铬耐磨复合板焊件多属异种材质)。堆焊的优点如下:
1、可提高零件的使用寿命及耐磨、耐热、耐腐蚀等性能。
2、由于堆焊制造了双金属层,从而节省了大量的合金材料,并获得优异的综合性能, 使材料的利用更合理,进而降低了制造成本。
3、缩短修理和更换零件时间,提高了生产率,降低了生产成本。堆焊多属于熔焊范畴。堆焊时需考虑以下问题:
为增大或恢复高铬耐磨复合板焊件尺寸,或使高铬耐磨复合板焊件表面获得具有特殊性能熔敷金属而进行的焊接称为堆焊。其含义有二: 一是利用堆焊方法改变高铬耐磨复合板焊件的尺寸,焊后高铬耐磨复合板焊件的表面性能基本上不发生变化;二是利用堆焊方法使高铬耐磨复合板焊件表面获得耐磨 、耐热或耐腐蚀等特殊性能的熔敷金属层,从而使得高铬耐磨复合板焊件的表面性能发生了本质上的变化(堆焊金属层与高铬耐磨复合板焊件多属异种材质)。堆焊的优点如下:
1、可提高零件的使用寿命及耐磨、耐热、耐腐蚀等性能。
2、由于堆焊制造了双金属层,从而节省了大量的合金材料,并获得优异的综合性能, 使材料的利用更合理,进而降低了制造成本。
3、缩短修理和更换零件时间,提高了生产率,降低了生产成本。堆焊多属于熔焊范畴。堆焊时需考虑以下问题:


但是,由于碳氢基团的热解吸以及结构的重组降低了薄膜的厚度,并且热解吸还导致薄膜的疏水性能降低。其次真空热处理降低了薄膜的漏电流,并且使SiCOH/Si界面的界面态发生改变。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。



输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐


鑫铭万通商贸有限公司重合同,守信誉,本着质量优先,用户至上的宗旨奔向“质量是企业的生命,质量是品牌的基础”的目标,我们的宗旨:以人为本、以诚待人、以质取胜、精益求精;以严格的管理、优质的 云南保山喷漆无缝管产品、合理的价格使客户得到理想的回报,为广大的国内外客户生产出优质可靠的 云南保山喷漆无缝管产品。 全体员工欢迎新老客户来电洽谈惠顾,同时也向关心和支持我厂发展的广大用户和各界同仁表示衷心的感谢!



总结 钢板锅炉管库存齐全厂家直供_鑫铭万通商贸有限公司,固定电话:13752667388,移动电话:022-86658238,联系人:李经理,QQ:46046714,北辰区北辰大厦4-1012 发货到 云南省保山市。