



精密钢管生产方式:
(3)长芯棒滚模拔制圆管工艺(图7)。中国北京科技大学研究成功的多辊滚模长芯棒拔制圆管的过程是:拔制前先将管头缩口,使之与芯棒锥形过渡区相配合以卡住管子。然后插入芯棒,且使长芯棒细端通过滚模。拔制时冷拔机钳口咬住芯棒细端做直线运动,并将管子和芯棒一起从滚模中拉出,实现管材减壁延伸变形,变单纯冷拔法为拔轧结合法。这种方法可获得大的道次变形量,可减少能量消耗,结构简单,管子表面质量好;缺点是脱棒较困难。



龙丽金属材料有限公司应对全球化的经济发展,以先进的管理理念,及时的信息,努力为 云南昭通精拔管客户提供便捷,有效的资源。公司发扬以优质的服务为目标,靠诚实守信获双赢的经营理念,坚持以人为本的企业文化,推崇“尊重个人,服务客户,追求卓越”的原则,凭借创新领导管理层,稳定的员工队伍,完善的管理制度,与快速发展的企业信息化建设,与客户建立长期的合作关系。



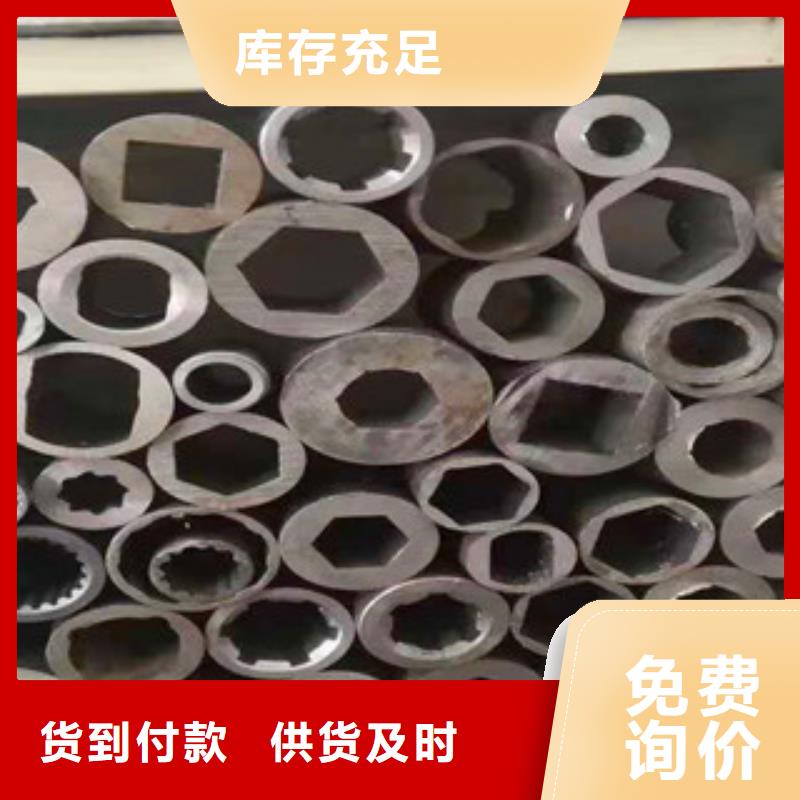
异形精密钢管的生产:
(1)圆锥芯棒拔管(图3),同一般短芯棒相比拉杆力Pc小。
(2)半连续和连续拔管。各种直线式拔管机都是间歇工作的,拔完一根管后需等待小车返回才能拔下一根管。因此研究出半连续和连续式拔管。半连续冷拔管有两种形式。一种是采用双移动拔管小车(图4),拔管小车固定在运动链上,并沿具有一定形状的导轨运行。上层的拔管小车把前一根管子拔出后,下层的拔管小车到达中心架前并夹住后一根管进行拔制。另一种是拔制时移动双拔管模的半连续拔管机,如图5所示。



精密钢管表面损伤和夹带外来物的清洗
1、粉尘
制作经常是在有粉尘的场地进行,空气中常带有许多粉尘,它们不断地落在设备表面。它们可以用水或碱性溶液去除掉。不过,有附着力的尘垢需要高压水或蒸气进行清理。
2、浮铁粉或嵌入的铁
在任何表面上,游离铁都会生锈并使精密钢管产生腐蚀。因此,必须。浮粉一般可随粉尘一起掉。有些粘着力很强,必须按嵌入的铁处理。除粉尘外,表面铁的来源很多,其中包括用普通碳钢钢丝刷清理和用以前在普碳钢,低合金钢或铸铁件上使用过的砂子、玻璃珠或其它磨料进行喷丸处理,或在精密钢管部件及设备附近对前面提到的非精密钢管制品进行修磨。在下料或吊过过程中如果不对精密钢管采取保护措施,钢丝绳、吊具和工作台面上的铁很容易嵌入或玷污表面。
订货要求和制作后检查可以防止并发现游离铁的存在,ASTM标准A380[3]规定了检查精密钢管表面铁或钢粒的铁锈试验法。当要求 不能有铁存在的时候,应该使用这种检验方法。如果结果令人满意,应用干净的纯水或硝酸对表面进行洗涤,直到深蓝色完全消失。
正如标准A380[3]指出的如果铁锈试验溶液不能全部干净,不在设备的工艺表面,即用来生产人类消费品的直接接触表面采用这种试验方法。比较简单的试验方法是在水中暴露12~24小时,检查是否有锈斑。这种试验灵敏性差,而且耗时。这些都是检测试验,不是清理方法。如果发现有铁存在,必须用后面介绍的化学和电化学的方法进行清理。
3、划痕
为了防止工艺润滑剂或生成物和/或污物积留,必须对划痕和其它粗糙表面进行机械清理。
4、热回火色和其它氧化层
如果在焊接或修磨过程中精密钢管在空气中被加热到一定的高温,焊缝两侧、焊缝的下表面和底部都会出现铬氧化物热回火色。 热回火色比氧化保护膜薄,而且明显可见。颜色决定于厚度,可呈见彩虹色、蓝色、紫色到淡黄色和棕色。较厚的氧化物一般为黑色。它是由于在高温或长时间在较高度下停留所致。当出现任何一种这类氧化层时,金属表面的铬含量都会降低,造成这些区域的耐腐蚀性降低。在这种情况下,不仅要热回火色和其它氧化层,还应对它们下面的贫铬金属层进行清理。

