
联系我们

供水DN250球墨铸铁管批发品类齐全
更新时间:2025-03-16 04:26:26 浏览次数:8 公司名称:聊城 鹏瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议最低 |
| 最小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
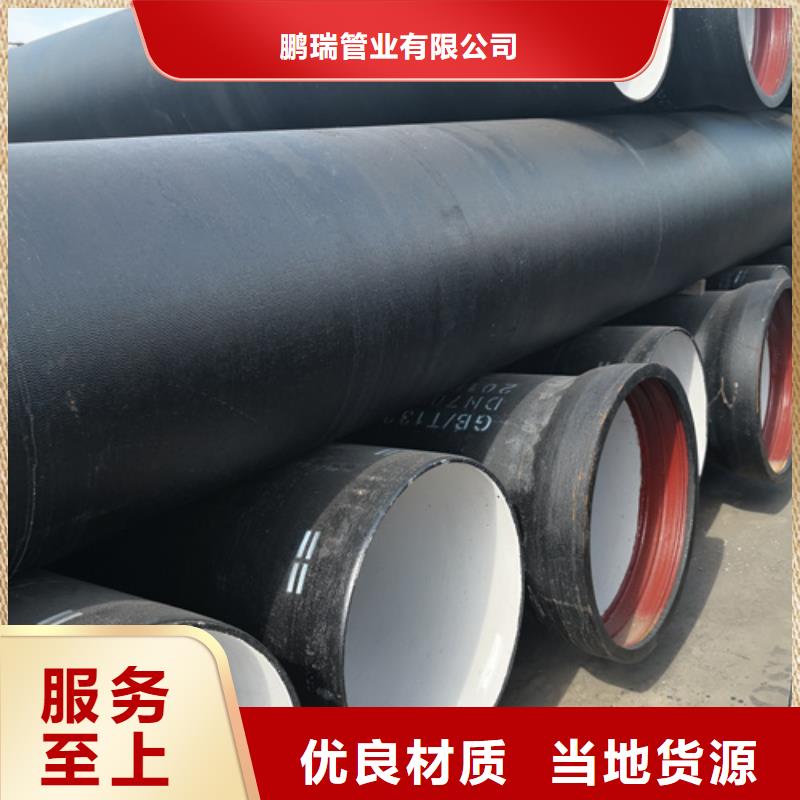



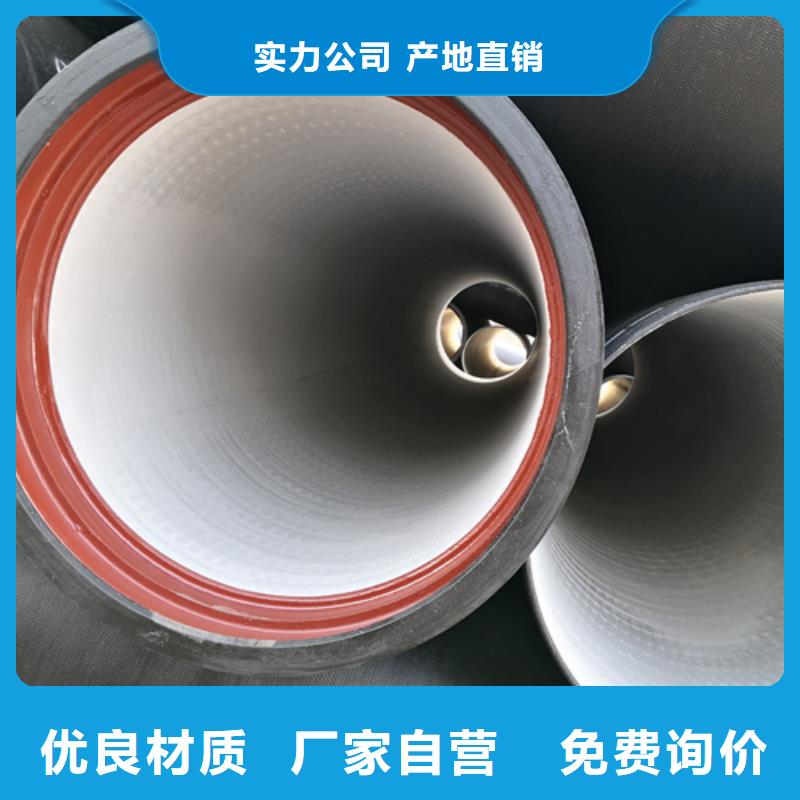

球墨铸铁管的防腐处理办法 1.沥青漆涂层 沥青漆涂层是用于输送燃气的管道。喷漆前对管子进行预热可以提高沥青漆的附着力,加速干燥。 2.水泥砂浆内衬+特殊涂层 这种内防腐措施适用于输送污水的管道,可以提高内衬的抗腐蚀能力。 3.环氧煤沥青涂层 环氧煤沥青涂层既适用于燃气管道,也适用于污水管道。它是一种双组分涂层,该涂层具有较高的附着力和非常光滑的表面 4.环氧陶瓷内衬 环氧陶瓷内衬适用于污水管道和燃气管道,但是由于制造工艺难度大,成本高,所以在使用上有一定的局限性。环氧陶瓷内衬具有很高的附着力和光洁度,是一种极好的防腐蚀涂层。 5.铝酸盐水泥涂层或硫酸盐水泥涂层 这两种特殊水泥涂层均适用于污水管道用球墨铸铁管的内防腐,提高抵抗污水中酸碱成分的侵蚀能力。 6.聚氨酯涂层 以上就是解决球墨铸铁管腐化的一些办法
<甘孜>鹏瑞管业有限公司 甘孜供水DN250球墨铸铁管批发品类齐全
山东鹏瑞管业球墨铸铁管厂家的装卸方法1.在运输过程中,由于装卸方式的原因,可能会造成球体墨铸铁管座椭圆形,DN400管下方切断椭圆形,用特殊工具重新形成500mm以重新形成花园,然后在水泥衬里修复现场水泥砂浆的组成(重量比)如下:2份水泥,3份沙子,2份水,1份添加剂,搅拌均匀,清理沙子和修补前的碎片,然后用水浸湿周围的地方;注意不要积水,修复要平滑的表面,涂上的塑料薄片;2.管下方的凹槽根据管的中心线朝向水流方向定位。然后,根据高度将每根管插入前管座。观察小管是否插座导线就位。大管穿过管道中的界面间隙。小间隙应不小于3至5mm,从第二支管,2T-8T张紧导链悬挂在管体轴向两侧,以确保界面间隙均匀,并解决问题当设计有斜坡时,管道向下移动。有点问题。直线段不允许以上,下,左,右角度安装。例如,当地面角度必须偏转时,DN1400mm以下的旋转角度可以是1.5度到3度,DN1600mm以上的旋转角度不得超过1.5度;3.安装的管线不能处于蛇形状态。如果施工团队需要进行调整,请将管线保持在一条直线上;4.橡胶圈存放在阴凉密封的地方;5,球体墨铸铁管沟槽砂层应平整,不允许有大的局部凸起,应检查安装管道,看管道是否悬空;6.检查回填时管道是否移位,包括上下左右;7.回填要求:管线中心线以下200mm高度的高度应压实一次,土壤压实密度大于90%,高于中心线管线的500mm高度应压实一次,土壤压实回填时,密度大于85%由某人负责和监督;8.当有特殊要求时,可以预留接口部分,管体中部应完全回填,以避免管道在整个压力试验过程中浮动和管道

 <甘孜>鹏瑞管业有限公司
<甘孜>鹏瑞管业有限公司
球墨铸铁管以起优异的机械性能与外在的质量,是管道供水事业的承载者,其的承压能力,可靠的密封性能,无可比拟的防腐处理和水质保证体系,使得管道供水近科完美,即使在地形复杂的盐碱地、沼泽地、高坡及沙漠等均衡的土壤下,也能出色完成供水任务新型的球墨管,具有一定的抗冻性,只要没有特殊情况,基本不会出现冻裂和爆管。但是,居民小区、新村大楼的小口径管道及水表都位于敞开的楼道内,虽然已经在水管外部包裹了保温材料,为水表等供水设施穿好了“冬衣”,但当气温骤降,还是需要做好室内外供水设施的防冻工作。球墨铸铁和普通铸铁里都含有石墨单体,就是说铸铁是铁和石墨的混合体。普通铸铁中的石墨是片状存在的,石墨的强度很低,所以相当于铸铁中存在许多片状的空隙,所以普通铸铁强度比较低,较脆。石墨铸铁中的石墨是呈球状的,相当于铸铁中存在许多球状的空隙。球状空隙对铸铁强度的影响远比片状空隙小,所以球墨铸铁强度比普通铸铁强度高许多。

高Ca的孕育剂,如CaSi,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五、六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨)使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多、壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。出铁槽大剂量孕育由各种形式的后孕育所替代是孕育方法发展的大趋势。后孕育要讲究孕育剂的粒度大小和粒度均匀性,特别是包口随流孕育和浇注流喷射孕育时,粒度偏大,熔吸不良将在铸件中产生硬点、晶间夹杂物等缺陷。当采用孕育剂时,切忌孕育过量、以防缩孔、气孔和石墨偏聚现象的发生。型内孕育有多种方法,目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得的孕育效果。5.合金化铸铁常用的合金元素有Si、Mn、Cu、Cr、Mo、Ni、Sn、Sb、V、Ti、P等。其中Si、Mn、Cr、Mo、P以铁合金形式加入,Cu、Ni、Sb、Sn以金属形式加入,V、Ti以铁合金或VTi生铁形式加入。加入时机在炉后(冲天炉)、炉内(感应炉)还是炉前,需视它们的熔点、氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。实践表明,将一部分FeMn、FeCr与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。鹏瑞球墨铸铁管