







球墨铸铁管的喷锌、水泥内衬及终饰层的防腐涂层工艺能将材料与其腐蚀环境隔绝。每批次随机抽取3件〔或3个试样)进行检验,若有t件不合格可再随机抽取同样数童的铸件‘试样)进行复俭,两次取样不合格铸件(试样)数量大于或等于2时,则该批次铸件为不合格。若第次取样即有2件不合格,则该批次铸件为不合格按件 分 批 时,抽样方法由供需双方商定管道试压时,球墨铸铁管还具有良好的抗外压性,可以降低管床和保护层制作的要求,使管道铺设既经济又可靠;另外,外喷锌、喷沥青漆、内衬水泥等措施保证了铸管的内、外抗腐蚀性。接口的密封采用橡胶圈密封,它又起到了管与管之间绝缘体的作用,防止了长电流的形成,使电腐蚀现象大大减弱。规范中规定水压试验的静水压力不得小于设计内水压力,且不得小于0.8Mp我司沿用.
球墨铸铁管道壁厚应小壁厚和小壁厚设计的0 ~ 10%。许可证加工销以达到要求的壁厚。如果接口设计进行了类型测试供应商检验报告和至少十年的连续使用只需有不利影响的接口密封类型测试的设计更改。接口类型的约束测试应符合ISO10804-1的条款。
聊城格瑞管业是一家生产球墨管,球墨铸铁管及管件,球墨井盖的专业化大型企业。球墨铸铁管的接口设计应进行密封类型的实验以确保即使在不利的铸造公差和接口条件、内外产生了一定的压力也可以密封好。 球墨铸铁管类型测试套接字之间的 差距密封面(小和 socket套接字连接)应当设计 的差距和 间隙- 5% ~ 0套接字可以在里面进行表面加工以满足需求。所有套接字与套接字类型应该执行测试由于针端面大于2倍的公称直径距离
管件规格型号不同、壁厚不同,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。浇注时继续抽负压,浇注过程中模样气化,气化由负压管道排出,铁液凝固后形成铸件。由于模样一次性使用,起初多用于单件生产。球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,因此消失模铸造的浇注温度一般比普通砂型铸造要高。随着该工艺的不断发展和完善,已广泛用于成批生产。
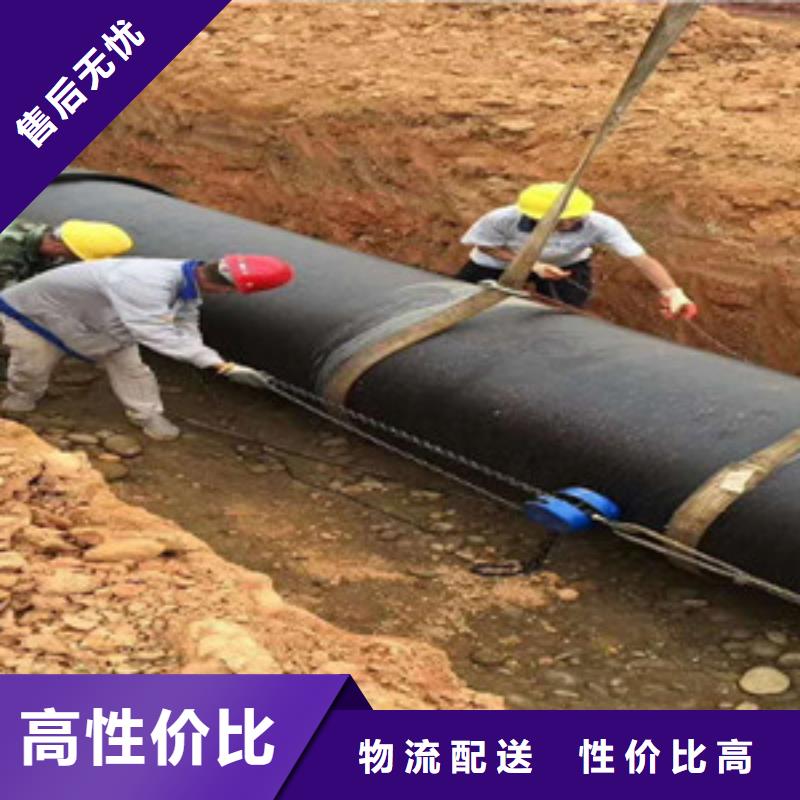
球墨铸铁管的吊装及运输方式: 设计的浇注系统要使金属液流动平稳,避免严重紊流、卷入气体,以及高温金属液的过度氧化。液态金属液进入铸型时线速度不可过高,避免飞溅、冲刷型壁。要保持浇口杯2/3内有金属液。它包括铸铁直管和管件。劳动强度小。按铸造方法不同,分为连续铸铁管和离心铸铁管,其中离心铸铁管又分为砂型和金属型两种。按材质不同分为灰口铸铁管和球墨铸铁管。按接口形式不同分为柔性 球墨铸铁管的吊装及运输方式: 运输时要用木料、楔块、扒钉等物品垫牢,并用钢丝绳紧固,同时在可能游动的方向加垫缓冲垫。 球墨铸铁管的堆放方式: 少量堆放,夹板堆放,四方形堆放 球墨铸铁管的安装方式: 承口橡胶圈位置要清理干净。 放橡胶圈入承口,插口清理并涂润滑剂,连接管子 球墨铸铁管用于给水、排水和煤气输送管线。