





绕筋机。数控钢筋弯箍机使用的时候,遇到使用中不回位的情况,要怎么来进行排除,作为济南数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机不回位要怎么排查!
一、首先检查一下机械的性能运行是否真的良好,工作台是否与弯曲机的台面呈水平状态。
二、依据所要加工的钢筋直径和弯箍机所要满足的要求安装好各部分组件(如成型轴、芯轴、可变挡架和挡铁轴),这个地方要注意的是芯轴的直径应该大于所要加工的钢筋直径2.5倍。
三、作业前要先检查一下转盘、芯轴、挡块是否存在损坏和裂纹的情况,防护罩的安装的是否禁锢,然后进行空转试验一下,是否正常,如正常后方可作业。
四、在工作的时候,先把钢筋要进行弯曲的一端插入转盘固定在备有的空间里,然后再将另一端紧固在机身并且用手压实,再次检查一下机身的固定, 如果还是按在挡住钢筋的一侧才可以作业。
五、弯箍机在工作的过程中不允许换位置(角度)、不允许调整速度、也不允许调换芯轴。如果要加油或者清理,就要等机器停止后才能进行操作。
六、弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。
七、弯曲高硬度或低合金钢筋时,应按机械铭牌规定换标zui大限制直径,并调换相应的芯轴。
八、严禁在弯曲钢筋的作业半径内和机身不设固定的一侧站人。弯曲好的半成品应堆放整齐,弯钩不得朝上。
九、转盘换向时,须在停稳后进行。
十、作业完毕、清理现场、保养机械、断电锁箱.
绕筋机。数控钢筋弯箍机使用的时候,遇到使用中不回位的情况,要怎么来进行排除,作为济南数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机不回位要怎么排查!
一、首先检查一下机械的性能运行是否真的良好,工作台是否与弯曲机的台面呈水平状态。
二、依据所要加工的钢筋直径和弯箍机所要满足的要求安装好各部分组件(如成型轴、芯轴、可变挡架和挡铁轴),这个地方要注意的是芯轴的直径应该大于所要加工的钢筋直径2.5倍。
三、作业前要先检查一下转盘、芯轴、挡块是否存在损坏和裂纹的情况,防护罩的安装的是否禁锢,然后进行空转试验一下,是否正常,如正常后方可作业。
四、在工作的时候,先把钢筋要进行弯曲的一端插入转盘固定在备有的空间里,然后再将另一端紧固在机身并且用手压实,再次检查一下机身的固定, 如果还是按在挡住钢筋的一侧才可以作业。
五、弯箍机在工作的过程中不允许换位置(角度)、不允许调整速度、也不允许调换芯轴。如果要加油或者清理,就要等机器停止后才能进行操作。
六、弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。
七、弯曲高硬度或低合金钢筋时,应按机械铭牌规定换标zui大限制直径,并调换相应的芯轴。
八、严禁在弯曲钢筋的作业半径内和机身不设固定的一侧站人。弯曲好的半成品应堆放整齐,弯钩不得朝上。
九、转盘换向时,须在停稳后进行。
十、作业完毕、清理现场、保养机械、断电锁箱.
 数控钢筋弯箍机绕筋机进行操作的时候,要怎么更好的进行操作,作为数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机操作过程中有哪些禁忌!
1、若数控钢筋弯箍机已经在作业中,这时候更换芯轴与变换角度以及调速等操作,都是被明令禁止的,在此过程中,加油与也是不被允许的。
2、在对钢筋进行弯曲的时候,不能够超越机械本身所规定的一些硬性参数,比如钢筋的直径要在范围之内,一次加工的钢筋数量也不能超过承载值,数控钢筋弯箍机的运转速度也不能太大超出较大运转速度。
3、对于高硬度以及低合金钢筋来说,需要按照机械铭牌所规定的较大直径,并且对芯轴进行相应的调换。
4、弯曲钢筋的作业半径之内,与数控钢筋弯箍机机身没有设置固定的一侧,不允许站人,已经弯曲好的半成品应当堆放整齐,弯钩禁止向上。
5、转盘换向不得在数控钢筋弯箍机尚未停稳的时候进行。
建贸机械设备有限公司
数控钢筋弯箍机绕筋机进行操作的时候,要怎么更好的进行操作,作为数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机操作过程中有哪些禁忌!
1、若数控钢筋弯箍机已经在作业中,这时候更换芯轴与变换角度以及调速等操作,都是被明令禁止的,在此过程中,加油与也是不被允许的。
2、在对钢筋进行弯曲的时候,不能够超越机械本身所规定的一些硬性参数,比如钢筋的直径要在范围之内,一次加工的钢筋数量也不能超过承载值,数控钢筋弯箍机的运转速度也不能太大超出较大运转速度。
3、对于高硬度以及低合金钢筋来说,需要按照机械铭牌所规定的较大直径,并且对芯轴进行相应的调换。
4、弯曲钢筋的作业半径之内,与数控钢筋弯箍机机身没有设置固定的一侧,不允许站人,已经弯曲好的半成品应当堆放整齐,弯钩禁止向上。
5、转盘换向不得在数控钢筋弯箍机尚未停稳的时候进行。
建贸机械设备有限公司
 玉林常年供应钢筋笼地滚机-价格优惠
搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
玉林常年供应钢筋笼地滚机-价格优惠
搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。

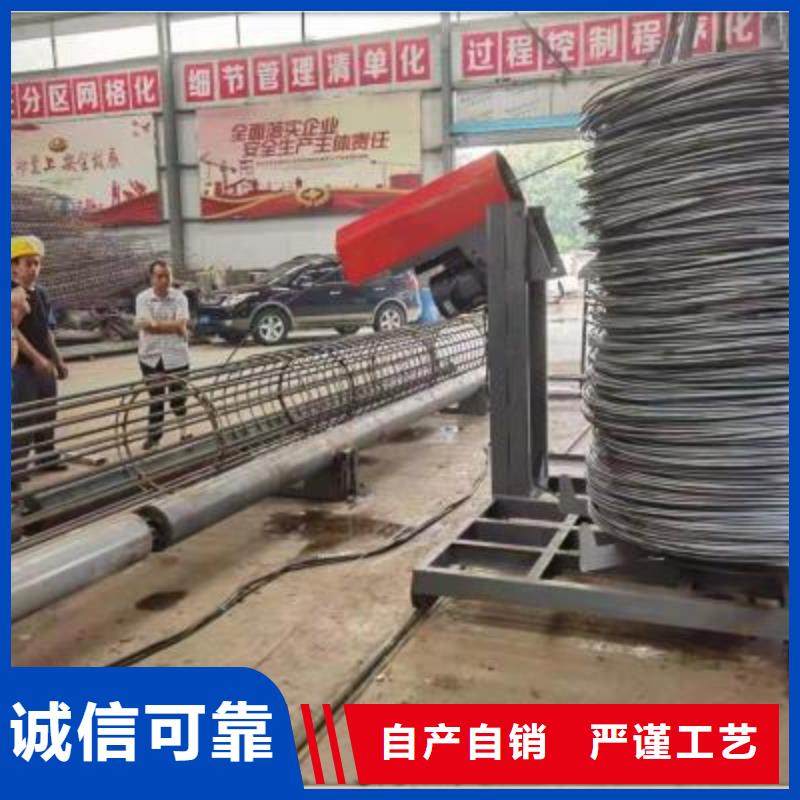
 箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间通过使用滚焊机进行钢筋笼加工,不但实现了工厂化和自动化生产程度,优化了施工工艺,而且提高了产品质量和工效,极大地节约了成本,具有很好的推广价值按照传统施工工艺,组装骨架需要6个熟练工人工作1.5-2.0h;组装完成后盘绕箍筋需要3个熟练工人工作1-1.5小时,整体完成合计需要:12-16.5h/人工;采用包括但不限于自然灾害如洪水、地震、瘟疫流行和风暴等以及社会如、、行为等,出现上述情况时,360将努力在***时间与相关单位配合,争取及时进行处理,对此给您造成的损失360免责,7.4在法律允许的范围内,360对以下情形导致的服务中断或受阻不承担责任因电信系统或互联网网络故障、手机故障或病毒、信息损坏或丢失、手机系统问题,受到计算机病毒、或其他恶意程序、攻击的破坏。程序版本过时、设备的老化和/或其兼容性问题,其他360无法控制或合理预见的情形,7.5您理解并同意,360有权根据有关法律、法规的变化以及公司经营状况和经营策略的调整等,随时暂时或 停止本产品服务并且无需承担任何责任。绕筋机
箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间通过使用滚焊机进行钢筋笼加工,不但实现了工厂化和自动化生产程度,优化了施工工艺,而且提高了产品质量和工效,极大地节约了成本,具有很好的推广价值按照传统施工工艺,组装骨架需要6个熟练工人工作1.5-2.0h;组装完成后盘绕箍筋需要3个熟练工人工作1-1.5小时,整体完成合计需要:12-16.5h/人工;采用包括但不限于自然灾害如洪水、地震、瘟疫流行和风暴等以及社会如、、行为等,出现上述情况时,360将努力在***时间与相关单位配合,争取及时进行处理,对此给您造成的损失360免责,7.4在法律允许的范围内,360对以下情形导致的服务中断或受阻不承担责任因电信系统或互联网网络故障、手机故障或病毒、信息损坏或丢失、手机系统问题,受到计算机病毒、或其他恶意程序、攻击的破坏。程序版本过时、设备的老化和/或其兼容性问题,其他360无法控制或合理预见的情形,7.5您理解并同意,360有权根据有关法律、法规的变化以及公司经营状况和经营策略的调整等,随时暂时或 停止本产品服务并且无需承担任何责任。绕筋机
