






肇庆螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。它有着近100年的历史,首先德国人于1885年发明二辊斜扎穿孔机,1981年又发明了周期扎管机;接着1903年瑞士人施蒂费尔发明自动扎管机(也称顶头式扎管机),开始形成近代肇庆螺旋钢管工业;20世纪30年代由于采用了三辊扎管机,挤压机,周期式冷扎管机,改善了钢管的品种质量;60年代由于连扎管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了肇庆螺旋钢管与焊管竞争的能力;70年代螺旋管与焊管钢材正并驾齐驱,世界肇庆螺旋钢管产量以每年5%以上的速度递增;中国1953年后重视发展肇庆螺旋钢管工业,已初步形成扎制各种大、中、小型管材的生产体系。
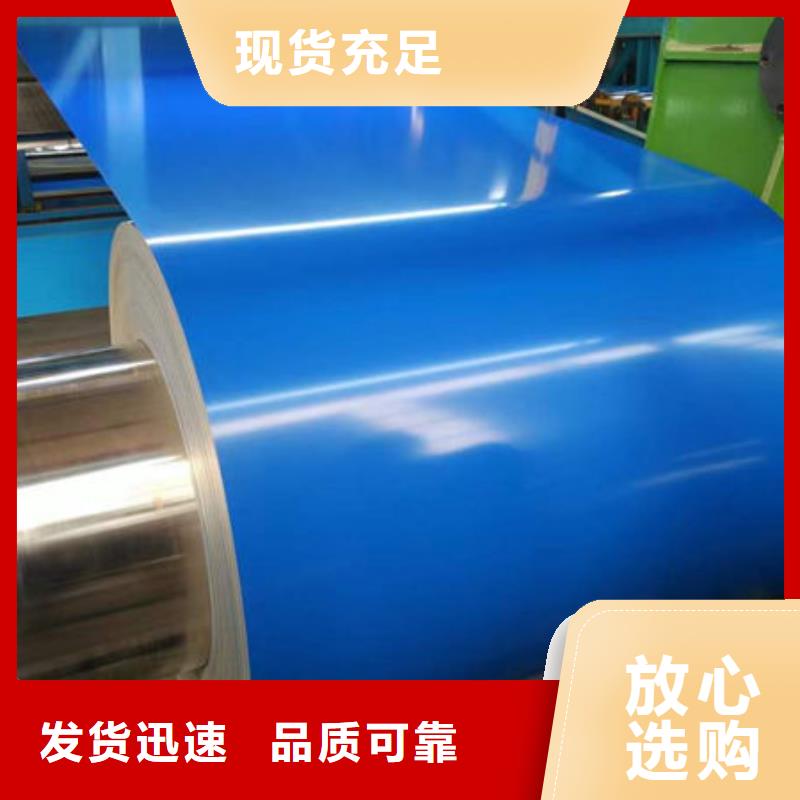
肇庆镀锌方管有热肇庆镀锌方管和电肇庆镀锌方管两大类。热肇庆镀锌方管有湿法、干法、铅锌法、氧化还原法等。不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面钢材提高镀锌质量。现生产中主要采用干法和氧化还原法,其特点见表。电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层钢材,以及薄壁管镀锌等皆须采用此法。
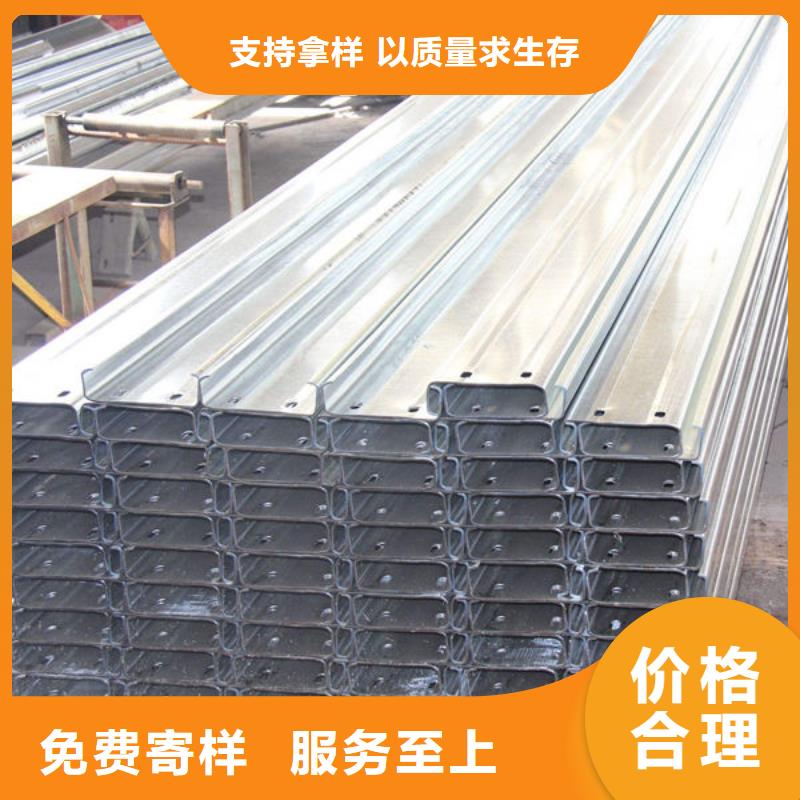
肇庆角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边肇庆角钢和不等边肇庆角钢之分。等边肇庆角钢的 两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如"∟30×30×3",即表示边宽为 30毫米、边厚为3毫米的等边肇庆角钢。等边肇庆角钢理论重量计算 钢材理论重量计算的计量单位为公斤( kg )。其为: W (重量, kg ) = F (断面积 mm2 )× L (长 度, m )×ρ(密度, g/cm3)× 1/1000 钢的 密度为: 7.85g/cm3等边肇庆角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。等边肇庆角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定肇庆角钢不得有显著的扭转。
肇庆螺旋钢管的主要技术特点:1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的肇庆螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢材规格有更多要求。2.先进的双面埋弧焊技术能实现位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。3.为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。4.整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。5.原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。6.剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管钢材后,自动进行埋弧焊修复焊接。7.成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。8.用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。